
行业知识
聚酯体系中颜料研磨效率的影响研究
作者:admin日期:2020-07-27阅读
颜料分散研磨是制备色漆的关键步骤,颜料分散的好坏直接影响涂料的质量以及生产效率。颜料的分散是一个复杂的过程,包括颜料的润湿、分散、稳定三个过程。颜料颗粒表面通常吸附着水和空气,颗粒之间的空隙被它们所填充, 因此在颜料的分散过程中,先是颜料表面的水分、空气被逐出,而由树脂溶液所取代,即颜料被树脂溶液所浸湿。涂料中所用颜料的粒径较小,粒子间的范德华作用力易使其聚集到一起,因此浸湿后的颜料需在一定的机械外力(撞击和剪切力)作用下将团聚在一起的大颗粒颜料进行机械分离,使其成为符合涂料工艺要求的细小粒子。由此可见,颜料粒子润湿的好坏以及颜料在分散过程中所受机械外力的大小会影响到颜料分散研磨的效率。
涂料的细度是衡量研磨好坏的主要指标之一。正确地选择研磨工艺, 对颜填料在漆料中的分散状态、佳颜填料性能(着色力,遮盖力,耐候性等)的发挥、以及由此导致的漆液和漆膜性能起着重要的作用,同时,使颜料有较窄的粒径分布,并尽可能减少能源消耗[1-3]。
涂料的细度是衡量研磨好坏的主要指标之一。正确地选择研磨工艺, 对颜填料在漆料中的分散状态、佳颜填料性能(着色力,遮盖力,耐候性等)的发挥、以及由此导致的漆液和漆膜性能起着重要的作用,同时,使颜料有较窄的粒径分布,并尽可能减少能源消耗[1-3]。
本文通过一系列实验,对铁红分散研磨的工艺做出一系列探索, 以相同的研磨时间得到的细度为标准, 探讨了对铁红分散研磨产生影响的一些因素,并找到佳生产效率的分散方式。
1 实验部分
1.1 主要实验原料
铁红:朗盛;聚酯树脂:自产;流平剂:深竹;溶剂(采用100#、DBE 等配制): 华伦;分散剂:埃夫科纳;催化剂:纪研。
实验仪器:全自动研磨机;SD504 多用分散机;分析天平;OXD 型刮板细度计; 刮刀、各种规格不锈钢杯子、玻璃罐等。
1.2 配漆
1.2.1 投料
基础见表1
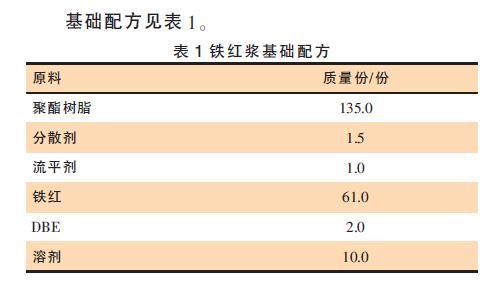
注:此为标准,后续实验如有需要按比例扩大或缩小即可,保持各成分比例不变。
1.2.2 投料及预分散
先将DBE、分散剂、流平剂在一次性纸杯中混合均匀,备用。分别于不同规格的不锈钢杯子中投入聚酯树脂,放入分散机,选择实验所需分散盘,调整分散盘与不锈钢杯底之间距离,固定。中速搅拌,缓慢投入之前混匀的溶剂、分散剂、流平剂混合液,搅拌15 min后慢速搅拌情况下投入铁红粉料和溶剂,然后升至实验所需转速,搅拌均匀。
1.2.3 研磨
将预分散的铁红浆倒至研磨罐中, 加入氧化锆珠,放入研磨机中研磨至所需细度要求。
1.2 细度测试
油漆细度主要是检查色漆或漆浆内颜料颗粒的大小,或分散的均匀程度,以微米(μm)表示。油漆细度的优劣直接影响漆膜的光泽、色相及贮存等各种性能,是保证油漆质量的重要指标之一。面漆的细度一般要求≤20 μm,细度的测定,根据标准GB1724-1979涂料细度测定法采用刮板细度计进行,以μm 表示。
2 结果与讨论
2.1 预分散时间长短对细度的影响
按上述实验步骤,投料完毕后,将分散机的转速调至1 500 r/min,分别搅拌5 min、10 min、15 min、20 min、25 min,再放入研磨机中研磨10 min、20 min、30 min、40min、60 min、90 min、120 min,细度结果如表2 所示(以μm 计)。
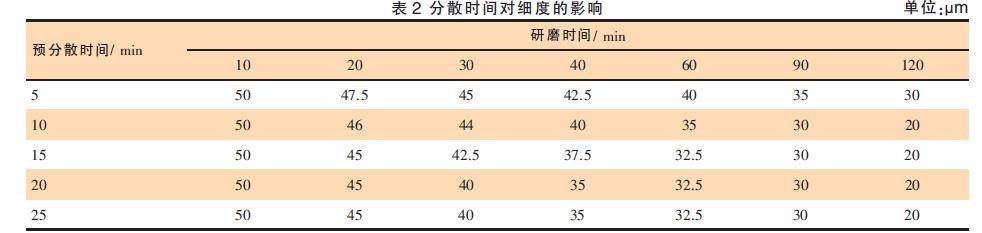
由表2 结果可见,研磨的前60 min,预分散时间越长细度越容易下, 但达不到实验所需细度要求;90min 后除预分散5 min 实验样品外其他样品细度趋于一致,细度达到20 μm 所用的研磨时间一样,因此,预分散时间不需要太长,15 min 为宜。
2.2 分散机转速对细度的影响
2.2 分散机转速对细度的影响
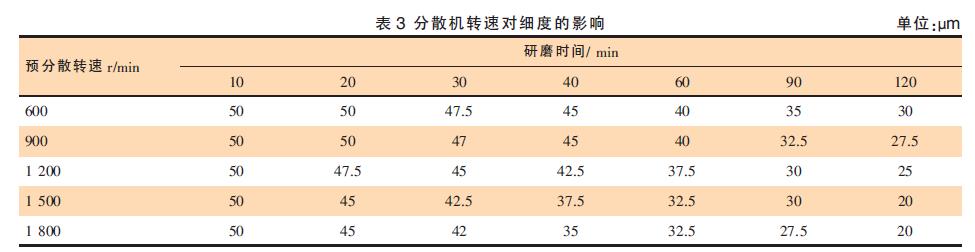
按上述实验步骤,投料完毕后,分散机转速分别
调至600 r/min、1 000 r/min、1 500 r/min,均预分散15min,各研磨10 min、20 min、30 min、40 min、60 min、90min、120 min。结果如表3 所示。由表3 结果可见,在相同的研磨时间下,预分散时转速越高,油漆细度下降越快。但达到1 800 r/min时相比于1 500 r/min 并无太大优势,因此预分散转速选择1 500 r/min 好。
2.3 玻璃罐中的液体装量及玻璃珠加量对细度的影响
投料按前述标准扩大10 倍, 预分散选用1 500 r/min 转速下搅拌15 min。用365 m 的研磨罐, 分别装100 g、200 g、300 g 预分散好的颜料浆,每种装量再分别对应加玻璃珠50 g、100 g、200 g。分别研磨30 min、60 min、90 min、120 min,150 min、180min、240min,结果如表4 所示。
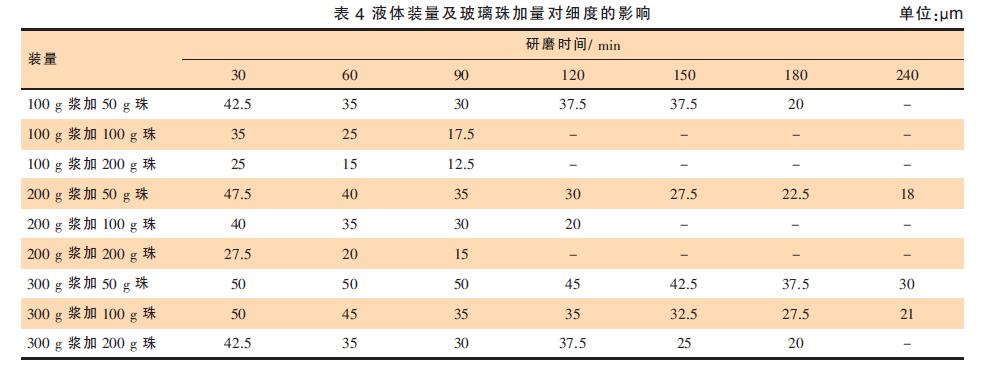
由表4 结果可见, 玻璃罐中同样的液体装量,玻璃珠加量越多细度越容易下降; 同样的玻璃珠加量,液体装量越少细度越容易下,即研磨罐中玻璃珠/油漆比越大细度越好磨。考虑研磨罐为365 mL 的固定体积,油漆和玻璃珠不可能无限增加,综上实验结果,在365 mL 的研磨罐中加200 g 油漆搭配200 g 玻璃珠能达到佳的生产效率,即研磨罐容积:油漆:研磨珠近似等于2∶1∶1 为宜。
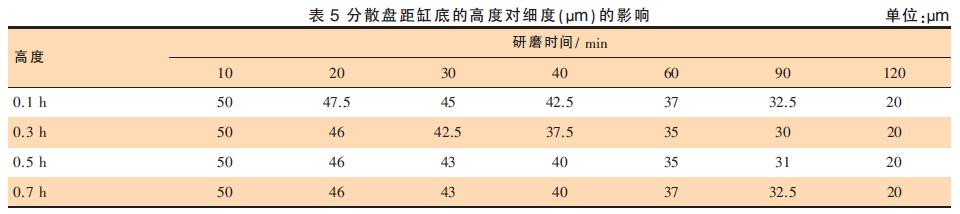
2.4 分散盘距缸底的高度对细度的影响
在不锈钢杯子中投入树脂,放入分散机,使分散盘高度距缸底0.1 h,0.3 h,0.5 h,0.7 h(液面距缸底高度为h)如图1 所示。按前述步骤投料,各研磨10 min、20 min、30 min、40 min、60 min、90 min、120 min。结果如表5 所示。
由表5 结果可见,分散盘距缸底高度为0.3~0.5 h时,细度下降比较快,分散盘放入漆中太深或太浅,效果均不好。
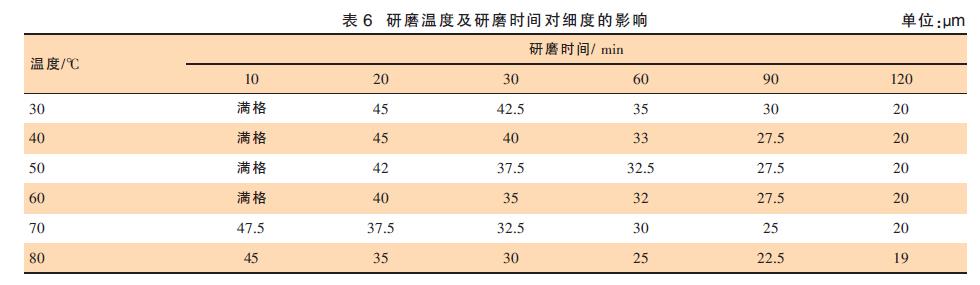
2.5 温度对细度的影响
按前述结果投料,并将于分散颜料浆分别加热到30 ℃、40 ℃、50 ℃、60 ℃、70 ℃、80 ℃。各研磨10 min、20 min、30 min、60 min、90 min、120 min。结果如表6所示。
由表6 结果可见,在相同研磨时间下,漆液温度越高细度越容易下降,但考虑中树脂、助剂等体系的稳定性,以温度不高于60 ℃为宜。
2.6 颜基比对细度的影响
按前述步骤投料, 依次投入铁红的量与树脂的比例分别为0.5/1,0.75/1,1/1,1.5/1,2/1。后加入溶剂,转速升至1 500 r/min, 搅拌25 min, 各研磨10 min、20min、30 min、40 min、60 min、90 min、120 min。结果如表7 所示。
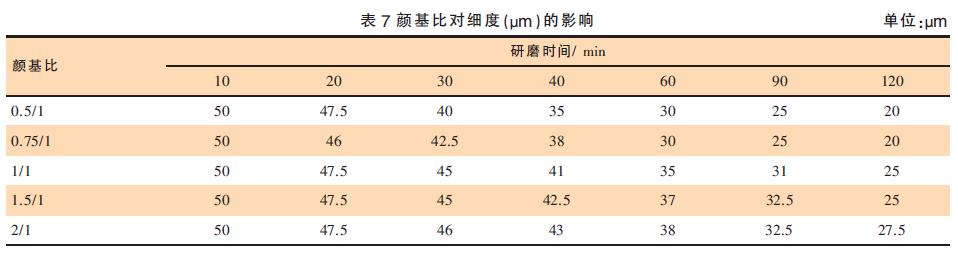
由表7 结果可见,在相同研磨时间下,颜基比控制在0.75/1 以下时,研磨效率较高,考虑实际应用是研磨颜基比越高生产效率越高,因此选择预分散浆中颜基比以0.75/1 好。
2.7 分散盘直径与缸体直径对细度的影响
在不锈钢杯子中投入树脂,放入分散机,使用不同直径的分散盘,固定分散盘处于液面0.5 h 的位置,使分散盘与缸体直径D 的比例分别为0.3D,0.5D,0.7D,如图2 所示。按前述步骤投料,各研磨10 min、20 min、30 min、60 min、90 min、120 min。结果如表8
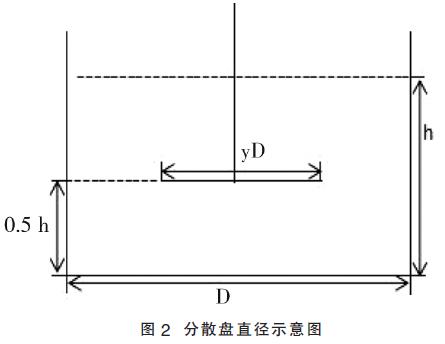
所示。由表8 结果可见,在相同的研磨时间下,分散盘直径与缸体直径的比例对研磨效率基本没有影响3 结语
(1)本研究通过系列实验找出了聚酯体系中铁红颜料的优化分散工艺;
(2)颜料预分散时间越长研磨效率越高;颜料预分散转速越高研磨效率越高; 颜料研磨时相同液体装量, 玻璃珠加量越多研磨效率越高, 研磨罐容积:油漆:研磨珠近似等于2∶1∶1 为宜;颜料分散时,分散盘高度距液面高度0.3 h~0.5 h 之间研磨效率较高;颜料分散时,液体温度越高在研磨时效率越高;预分散颜料浆的颜基比在0.75 以下时,研磨效率较高;分散盘直径与缸体直径的影响对研磨效率没有明显影响。
通过本文可看出工艺参数对铁红的研磨效率有非常明显的影响,合适的生产工艺可以得到高效率的研磨结果,进而提高效率。希望本文能为相关实验及生产提供帮助。


