
行业知识
水镁石行星球磨超细化过程粉碎效率分析
作者:admin日期:2021-04-24阅读
以水镁石(水镁石)为原料,利用行星球磨法研究超细化研磨过程中介质种类、粒径、填充率等对超细粉碎效率的影响。在佳球磨工艺条件下,对水镁石粉体进行超细改性一体化处理,制备超细活性水镁石粉体,通过激光粒度仪、XRD、接触角测试仪、热重分析仪对处理前后的粉体进行粒度、形貌及表面性质的表征。通过对粉碎效率的分析,表明水镁石行星球磨超细粉碎效率的影响因素顺序为:球磨机转速>锆球直径>介质的填充率。在介质填充率50%﹑球磨转速520r/min﹑锆球直径6mm的研磨条件下,水镁石粉体的D90尺寸由32.75μm降到1.26μm。接触角测试结果为147°,表明在水镁石粉体超细化同时可以实现表面处理,粉体表面由亲水性变成疏水性。
作为超细粉体加工方式之一,行星球磨法具有研磨效率高、不受临界自转转速限制等优点,在矿物加工领域得到了广泛的应用。虽然许多研究人员做过关于水镁石的行星球磨超细粉碎过程研究,并以平均粒径作为粉碎效率的特征表征参数,建立了过程动力学模型,但这种模型不连续,难以应用于粉碎过程模拟、优化。
本文以水镁石为原料,用行星球磨工艺进行超细化研磨处理,研究水镁石行星球磨过程中研磨介质直径、粉料填充率、球磨机自转转速对粉碎效率的影响,并在佳球磨工艺条件下,实现粉体
球磨-改性一体化处理,满足水镁石作为无机阻燃填料的使用要求。
介质直径对粉碎效率K的影响氧化锆珠作为研磨介质,其直径对粉碎效率K和粉体粒度有一定影响,如表2所示。
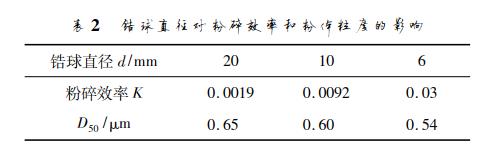
在固定介质填充率的条件下,研磨介质的直径与数量成反比。球磨过程中,若采用直径较大的氧化锆珠,由于质量较大,冲击大,有利于前期的迅速破碎;在球磨后期,粉体粒度较小时,
由于大球之间碰撞点少,捕捉小颗粒粉体的几率小,球磨效率。若采用直径较小的氧化锆珠,在同样的填充率条件下,球的数量和比表面积,小球之间的碰撞点增多,捕捉小颗粒粉体的几率变大,球磨效率高。
由表2数据可以看出,随着氧化锆珠直径d的降,行星球磨的K值反而增加。d=20mm时,K=0.0019;d=6mm时,K=0.03,K增加了15.79倍。同时,随着d值的降,水镁石样品D50的值随之降,表明在水镁石球磨过程中可以通过降锆球直径实现粉碎效率提高的同时得到较小粒径的水镁石粉体。
介质填充率对粉碎效率K的影响
介质填充率与K及粉体中位粒径D50的关系如表3所示。
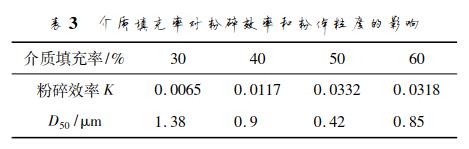
从表3中可以看出,介质填充率从30%到50%,K值从0.0065到0.0332,了5倍;在介质填充率为50%时K值大,介质填充率到60%,K值下降到0.0318。这是因为对于球磨工艺而言,50%的填充率已经达到佳状态;当填充率超过50%后,过多的研磨介质会造成研磨能耗增加,研磨介质磨损加大,研磨噪声提高,并可能超过球磨机的有效负荷进而产生危险。由表3可以看出,当填充率为50%时,粉体的中位粒径小,达到0.42μm。
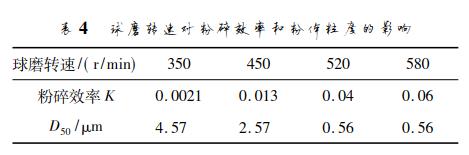
球磨转速对粉碎效果的影响
球磨转速与K及粉体中位粒径D50的关系如表4所示。由表4可以看出,本实验中随球磨机自转速度从360r/min增加至520r/min,所制备粉体的D50由4.57μm下降至0.56μm,相应的K值由0.0021增加至0.04,K值增加了19倍。虽然球磨转速为580r/min时K值达到0.06,但提高效率有限,同时转速为520r/min和转速为580r/min所得到粉体的中位粒径同样为0.56μm,所以佳自转速度确定为520r/min。通过对K和球磨工艺因素之间关系分析结果可以得出,影响超细过程粉碎效率的因素顺序为球磨机转速>研磨介质直径>介质填充率。
随着研磨介质直径d的降和行星球磨机转速的提高,水镁石的K值随之增加;当介质填充率由30%增加到50%时,K值增至大,介质填充率继续增加K值反而下降。影响超细过程K值的因素顺序为球磨机转速>锆球直径>介质的填充率。水镁石超细球磨工艺的优化工艺参数为:球磨机转速为520r/min,研磨介质直径为6mm,介质填充率为50%。球磨改性处理所得的水镁石粉粒径细(D500.56μm、D901.26μm),粒径分布比较均匀,接触角为147.7°,粉体的改性效果好。热重分析结果表明,300℃之前无明显失重,表明表面改性剂与水镁石粉表面结合程度高,作用明显。XRD分析表明,经过表面改性后的水镁石粉体表面均匀吸附了表面改性剂,没有破坏水镁石原粉的晶体结构。


