
新闻中心
锆珠、铝珠、玻璃珠对磨砂机的分散研磨性能影响
作者:admin日期:2021-03-04阅读
物料研磨是油墨生产的重要环节,研磨质量的高可用物料的分散程度表示。研磨设备、研磨介质、研磨时间和研磨次数等因素影响着物料的研磨效果和效率。为了将磨砂机在油墨分散研磨得到地应用,本文分析了研磨介质(涉及不同介质类型、同类型介质的不同直径)、研磨时间与研磨次数,以及卧式磨砂机、篮式磨砂机、球磨机和电动搅拌机等不同研磨设备对溶剂和水基油墨分散研磨的效果影响。研究结果表明,因介质比重较大,采用氧化锆珠作为研磨介质时物料的研磨效果优于玻璃珠和氧化铝珠;同类型研磨介质的直径越小,颜料粒径越小,研磨效果越好;研磨时间越长,或研磨次数越多,颜料粒径越小,研磨效果越好;采用卧式磨砂机作为研磨设备的颜料研磨效果优于篮式磨砂机、球磨机和电动搅拌机。
在油墨生产中,需要将物料预分散,然后利用研磨设备进行研磨,直到研磨细度达到工艺要求。
颜料研磨是溶剂和水基油墨生产过程的重要环节。研磨设备依靠球、锆珠等研磨介质通过不同运动对物料进行撞击、摩擦和剪切,进而粉碎和分散物料[4]。油墨颜料研磨设备常用磨砂机。磨砂机可分为立式和卧式磨砂机两大类[5]。与辊磨机、胶体磨等设备相比较,磨砂机具有生产效率高、运行成本、物料颗粒度细等特点[6]。
油墨的生产质量取决于物料的分散性。物料分散性能又与研磨设备、研磨介质、研磨时间和研磨次数等因素密切相关。文献[7]研究了颜基比、进料速度和研磨次数对油墨预分散性能的影响。文献[8]以炭黑为分散相制备水性分散体系,测试了不同类型砂磨机、研磨方式下的研磨效果。文献[9]研究了不同研磨介质直径和研磨时间对油墨研磨效果的影响。
为将磨砂机在油墨分散研磨得到地应用,本文研究了相关因素下油墨物料的研磨效果。本文先阐述了试验采用的材料、仪器和测试方法,然后分析了研磨介质(涉及不同介质类型、同类型介质的不同直径)、研磨时间与研磨次数,以及布勒卧式磨砂机、篮式磨砂机、球磨机和电动搅拌机等不同研磨设备对溶剂和水基油墨分散研磨的效果影响。
1研究方法
1.1材料和仪器
(1)材料:水基油墨颜料联苯胺黄;
丙烯酸树脂AZR(阿托兹公司);助剂为分散剂、消泡剂。
(2)研磨设备:高速搅拌机(上海司乐仪器)、布勒卧式磨砂机(瑞士布勒)、篮式研磨机。
(3)研磨介质:直径为1.0~1.2mm、1.6~1.8mm和2.2~2.4mm的锆珠(萍乡金瑞新材料有限公司);氧化铝珠(山东盛日股份有限公司);玻璃珠(河北驰野玻璃珠有限责任公司)。
(4)测量仪器:MicrotracS-3500激光粒度分析仪(美国Microtrac有限公司);电子天平(梅特勒-托利多);器。
1.2试验内容及方法
(1)测试内容。测试玻璃珠、氧化铝珠和氧化锆珠作为研磨介质时通过相应的研磨设备研磨一定时间后的颜料粒径分布[10-13];测试3种直径1.0~1.2mm、1.6~1.8mm和2.2~2.4mm的氧化锆珠作为研磨介质时通过相应的研磨设备研磨一定时间后的颜料粒径分布;测试直径1.0~1.2mm氧化锆珠作为研磨介质时,通过卧式磨砂机研磨30、60、90min和120min的等量油墨样品后的颜料粒径分布;测试卧式磨砂机、篮式磨砂机、球磨机和电动搅拌机等4种研磨设备下油墨颜料粒径分布。
(2)测试方法。室温条件下,按一定颜基比将颜料、分散剂和助剂混合,经预分散后置入相应的研磨设备,加入相应的研磨介质以一定速度进行研磨,在规定佳时间内抽取油墨颜料样品;采用激光粒度仪测试油墨粒径及其分布,以95%的油墨颜料大粒径的方式分析不同研磨方式的研磨效果。
2试验结果及分析
分析研磨介质(涉及不同介质类型、同类型介质的不同直径)、研磨时间与研磨次数,以及布勒卧式磨砂机、篮式磨砂机、球磨机和电动搅拌机等不同研磨设备对溶剂和水基油墨分散研磨的效果影响。2.1研磨介质
2.1.1不同类型研磨介质
选取直径在1.0~1.2mm范围内的玻璃珠(比重2.4)、氧化铝珠(比重3.85)和氧化锆珠(比重6)作为研磨介质,在其他试验条件相同的情况下采用卧式磨砂机研磨等量油墨,研磨时间90min。采用激光粒度仪来测量颜料粒径大小,分析不同类型的研磨介质对油墨研磨效果的影响,具体结果见图1。
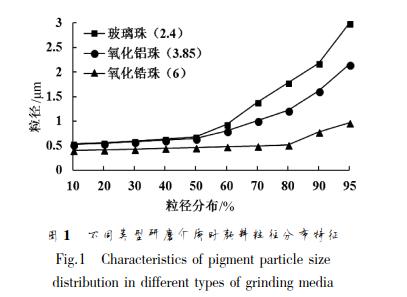
结合图1,分析不同类型研磨介质时的研磨效果如下:
(1)采用比重较大的研磨介质时,颜料粒径要小,研磨效果好。玻璃珠(比重2.4)、氧化铝珠(比重3.85)和采用比重为6的氧化锆珠作为研磨介质时,油墨95%的粒径小于1μm;采用比重为3.85的氧化铝珠作为研磨介质时,油墨95%的粒径小于2μm;采用比重为2.4的玻璃珠作为研磨介质时,油墨95%的粒径小于3μm。
(2)研磨效果、研磨粒径大小与研磨介质的类型相关,主要是密度和表面光滑程度。氧化锆珠比重大于玻璃珠比重,且其表面光滑。在研磨介质速度和直径相同的条件下,研磨介质比重越大、球体越大,研磨过程中与颜料颗粒充分接触,互相碰撞摩擦所产生的分散剪切力大,分散效率高,研磨效果好。
2.1.2不同研磨介质直径
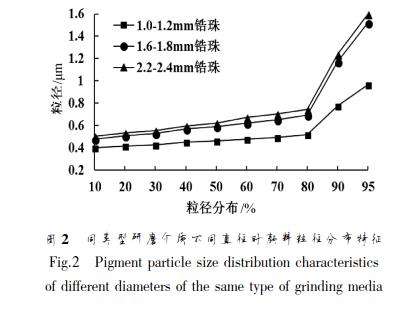
选用三种直径1.0~1.2mm、1.6~1.8mm及2.2~2.4mm的氧化锆珠作为研磨介质,在其他的研磨条件相同的情况下,采用卧式磨砂机对等量的颜料进行研磨90min,通过激光粒度仪测量研磨后的颜料粒径。分析不同类型的研磨介质对油墨研磨效果的影响,具体结果见图2。
图2同类型研磨介质不同直径时颜料粒径分布特征Fig.2Pigmentparticlesizedistributioncharacteristicsofdifferentdiametersofthesametypeofgrindingmedia结合图2,分析同类型研磨介质不同直径时的研磨效果:
(1)采用小直径的氧化锆珠作为研磨介质时,颜料粒径要小,研磨效果好。采用直径1.0~1.2mm的氧化锆珠作为研磨介质时,油墨95%的粒径小于1μm;采用直径1.6~1.8mm的氧化锆珠作为研磨介质时,油墨95%粒径小于1.52μm;采用直径2.2~2.4mm的氧化锆珠作为研磨介质时,油墨95%的粒径小于1.6μm。与此同时,采用直径1.6~1.8mm和2.2~2.4mm的氧化锆珠研磨效果较为接近。
(2)直径小的研磨介质在磨砂机筒内相互碰撞发生剪切作用几率要高。研磨珠直径越小,同容量体积下数量多碰撞几率高;研磨过程中研磨介质的作用面积大,对颜料分散剪切作用力大,油墨粒径分布越窄,研磨后的颜料粒径整体变小且小粒径颜料数量较多,研磨效果和效率高。直径较大的研磨介质,因比表面积小、作用面积小使得对颜料的分散剪切作用力小,油墨粒径的分布较宽且较大粒径的数量较多。
2.2研磨时间与次数
2.2.1研磨时间
选取直径1.0~1.2mm的氧化锆珠作为研磨介质,在其他试验条件相同的情况下采用卧式磨砂机研磨等量油墨,在研磨30、60、90min和120min等4个时间点抽取等量油墨样品。采用激光粒度仪来测量颜料粒径大小,分析不同研磨时间对油墨研磨效果的影响,具体结果见表1。
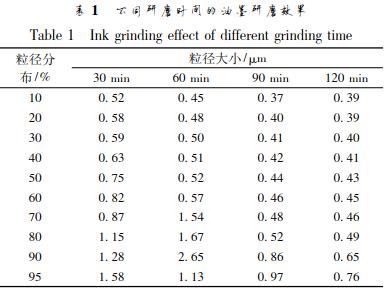
结合表1,分析不同研磨时间的油墨研磨效果:研磨时间越长,颜料粒径越小,研磨效果越好。研磨30min后油墨95%的粒径小于1.58μm;研磨60min后油墨95%的粒径小于1.13μm;研磨90min后油墨95%的粒径小于0.97μm;研磨120min后油墨95%的粒径小于0.76μm。
2.2.2研磨次数
本次试验选取直径为1.0~1.2mm的氧化锆珠作为研磨介质,在其他试验条件相同的情况下采用卧式磨砂机研磨等量油墨,按照1遍研磨、2遍研磨、3遍研磨和4遍研磨的方式进行试验,采用激光粒度仪来测试上述4种方式的颜料粒径分布,分析不同研磨时间对油墨研磨效果的影响。具体结果见表2。
结合表2,分析不同研磨次数的油墨研磨效果:
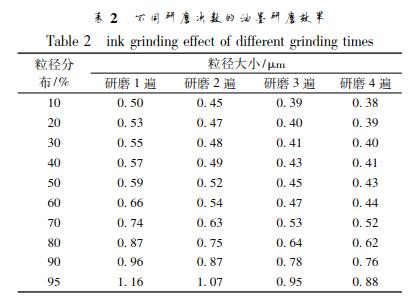
(1)研磨次数越多,颜料粒径越小,研磨效果越好。研磨1遍后油墨95%的粒径小于1.16μm;研磨2遍后油墨95%的粒径小于1.07μm;研磨3遍后油墨95%的粒径小于0.95μm;研磨4遍后油墨95%的粒径小于0.88μm。
(2)随着研磨次数的增加,研磨过程中与颜料颗粒充分接触,小粒径油墨数量增多,粒径分布范围变窄;油墨进长时间研磨后,颜料被连结料分散得越充分,分散性越好,研磨效果好。
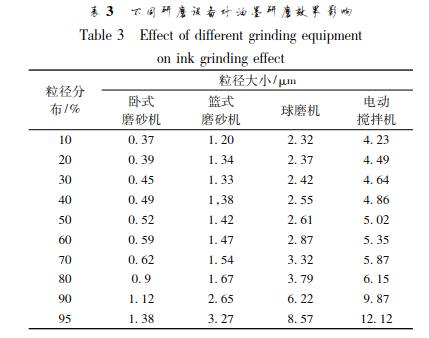
2.3不同研磨设备因作用方式不同,不同的研磨设备对油墨研磨效果影响较大。采用布勒卧式磨砂机、篮式磨砂机、球磨机和电动搅拌机对等量油墨研磨,其中研磨介质选取直径为2.2~2.4mm的锆珠。研磨2h后,采用激光粒度仪来测量颜料粒径大小,分析不同研磨时间对油墨研磨效果的影响,具体结果见表3。
结合表3,分析采用不同研磨设备对油墨研磨效果影响:
(1)研磨效果从高到,依次为卧式磨砂机、篮式磨砂机、球磨机和电动搅拌机。其中,采用卧式磨砂机研磨2h后,油墨95%的粒径小于1.38μm;采用篮式磨砂机研磨2h后,油墨95%的粒径小于3.27μm;采用球磨机研磨2h后,油墨95%的粒径小于8.57μm;采用电动搅拌机研磨2h后,油墨95%的粒径小于12.12μm。
(2)由于布勒卧式磨砂机功率较大,产生较大的剪切力,能够超微细化油墨颜料颗粒。相较于布勒卧式磨砂机和篮式磨砂机,电动搅拌机研磨颜料的过程无法,颗粒不能充分受力,导致研磨效果较差。
3结语
研磨设备、研磨介质、研磨时间和研磨次数直接影响物料的分散性能,即颜料颗粒度分布。本文在一定的试验材料、仪器和测试方法下,研究了玻璃珠、氧化铝珠和氧化锆珠作为研磨介质时的颜料粒径分布;直径为1.0~1.2mm、1.6~1.8mm和2.2~2.4mm的氧化锆珠作为研磨介质时的颜料粒径分布;氧化锆珠作为研磨介质、采用卧式磨砂机研磨30、60、90min和120min时间后的颜料粒径分布;研究了卧式磨砂机、篮式磨砂机、球磨机和电动搅拌机等4种研磨设备下油墨颜料粒径分布。
研究结果表明,因介质比重较大,采用氧化锆珠作为研磨介质时物料的研磨效果优于玻璃珠和氧化铝珠;同类型研磨介质直径越小,颜料粒径越小,研磨效果越好;研磨时间越长,或研磨次数越多,颜料粒径越小,研磨效果越好;采用卧式磨砂机作为研磨设备的研磨效果优于篮式磨砂机、球磨机和电动搅拌机。


