
新闻中心
氯化法钛白粉的砂磨工艺
氯化法钛白粉有着三废少,产品质量好,工艺流程短等优点,其中好的产品质量源于其杂质含量低,细度好。由于氯化法工艺的氧化工序决定了用该法生产的产品粒度较细,研磨阶段并不需要大的能耗,但是因为氧化带来的疤料和湿法团聚因素,细磨是不可少的环节,砂磨机正是适合这种工艺的一类设备,经过砂磨工序后,疤粒磨细,团聚颗粒打开,粒子逐渐研磨成球形[1],粒度分布趋于集中,这样才能保证包膜后的产品具有优异的颜料和光学性能。然而,有些人认为氯化法钛白粉的颗粒这么细,甚至不需要再进行湿磨,对砂磨工序认识不够重视,没有投入多的精力研究砂磨对后续产品指标的影响。
选用合适的砂磨机要从其结构,材质以及关键部件的选择上入手。砂磨效果的好坏还取决于进料情况,如进料粒度,浓度,pH 值以及分散工艺的选择,这不是本文关注的重点,在此不再赘述。就钛白粉行业砂磨机的工艺流程主要分为三种: 单机连续,串联连续,单筒多次。单机连续研磨工艺由一台砂磨机和一进一出两罐及砂磨机给料泵组成; 串联研磨也属于连续研磨,它由多台砂磨机串联连接,一般前一级砂磨机做粗磨,后几级砂磨机做细磨; 单桶多次研磨工艺属于批次生产,通过时间或者多次次数控制出料,达到精细研磨的效果。大多数钛白粉厂使用单机连续的工艺,这种工艺连续性好,过料量大,但对产品粒度的控制要求不严格。本文对比了不同研磨介质粒径下小型砂磨机单机连续,串联,多次等不同工艺对砂磨过程指标和钛白粉成品指标的影响。
1 试验过程
1.1 试验原料器材
原料采用分散后的钛白粉浆料,分散剂六偏磷酸钠用量0.3%,浆料浓度29%,比重1.290 g /cm3 ,pH 值为9.95。试验采用了高速分散机对浆料进行预处理,主要设备为实验室3 L 耐磨合金内衬砂磨试验机,检测仪器有马尔文3000 激光粒度仪,以及小型实验室水浴加料反应装置,抽滤装置,烘箱,实验室气流粉碎机。
1.2 试验过程
试验开始时将原料放入高速分散机进行分散,砂磨机分别装入0.4,0.6 mm( 这两种为钛白粉常用粒径) ,1.0 mm( 粗磨用粒径) 氧化锆珠清洗,每次取3 L 浆料保持砂磨参数一致进行研磨操作,每种锆珠单次研磨后取样测量粒度及分布,模拟单机连续生产; 单次研磨后再进行第2 次,第3 次研磨,模拟串联连续生产; 将1.0 mm 锆珠3 次研磨后的浆料在0.4 mm 锆珠砂磨机内进行单筒多次,多次时间30 min,多次期间按每10 min 一次取样测量粒度及分布。
将经过生产现场大型砂磨机研磨的浆料和通过0. 4,0. 6mm 锆珠3 次串联研磨及1.0 mm 锆珠3 次研磨+0.4 mm 锆珠多次30 min 的浆料进行实验室包膜,过滤,干燥,粉碎处理,依照钛白粉成品检测标准分析检测。
2 试验结果与讨论
2.1 粒度对比
将分散后研磨前的原始浆料作为标准样,在不同粒径的研磨介质的砂磨机中分次研磨和多次研磨测试得到D10,D50,D90 数据见表1,从表中可以看到,不同直径的锆珠每增加一次研磨后粒度均在缩小,随着研磨次数的增加,粒径减小的程度越来越小; 而多次研磨随着时间的延长粒径也有相同的变化趋势。
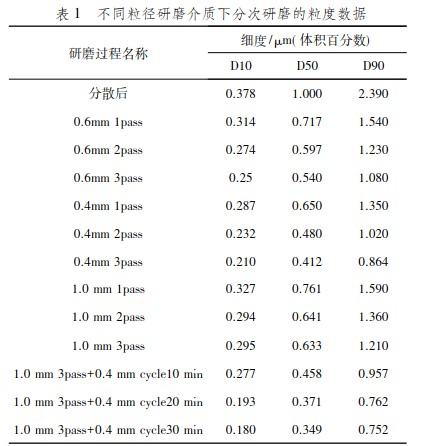
对于模拟串联研磨的分次研磨,粒径缩小的程度按照正方体消减理论,前提假定用于研磨物料的能量转化为该正方体新增加的表面积,边长减少量随研磨次数遵循1 /2n 的规律,检测数据和计算数据的差值见表2。表2 数据显示计算值与检测值接近,略低于检测值,其中0.4 mm 锆珠的差值小,这说明对于钛白粉而言0.4 mm 锆珠比大直径的锆珠研磨效率高,所做的无用功少,这个结论在文献3 中也得到了证实。
从粒度分布上看,例举了0.6 mm 锆珠分次研磨的粒径分布图见图1,可以看到每增加一次研磨峰值向左移动,峰型变窄,这说明通过模拟串联研磨粒子的分布趋于变小,集中。图2为以1.0 mm 锆珠研磨3 次后为原料用0.4 mm 锆珠多次研磨10,20,30 min 的粒径分布图对比,可以看出峰值左移和变窄的现象也很明显。
粒度的试验数据表明了,通过串联研磨和多次研磨工艺,粒径都会按一定规律不断缩小,通过研磨工艺的调整终可以使产品达到目标粒径要求,比单次研磨控制粒径的手段加有效。
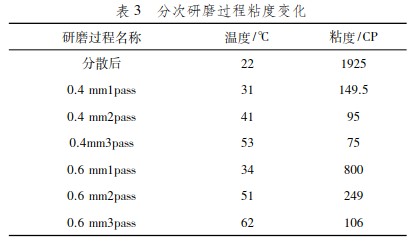
2.2 粘度对比
表3 列出了0.4,0.6 mm 锆珠分次研磨过程中的粘度变化。表中数据显示随着研磨次数的增加粘度下降,温度升高,且小的研磨介质使粘度下降的程度高。粘度下降主要是因为研磨提供给粒子能量,温度升高,促使粒子分开并被分散剂包裹,克服了粒子之间的粘附力。可以想象在这样粒子分散状态良好的情况下进行包覆处理,包覆效果也会大大提升。文献4 也介绍了二氧化钛浆料粘度影响包膜质量,进而影响油分散性得现象。究其原因是,如果形成包膜层前,团聚比较严重,包膜层不是包覆在单个的粒子表面,而是包覆在团聚体上,当经过干燥和气流粉碎后,团聚体打开,包膜层断裂,尤其是亲油层———铝膜,未完全包覆的成品不仅仅分散性差,易于团聚,且光学性能也大大降低。所以,对于钛白粉的质量而言,研磨的程度至关重要。串联研磨( 推测多次研磨) 工艺较单机连续工艺能好地提高了研磨的程度,降低了浆料粘度,进而稳定和改进了产品质量。
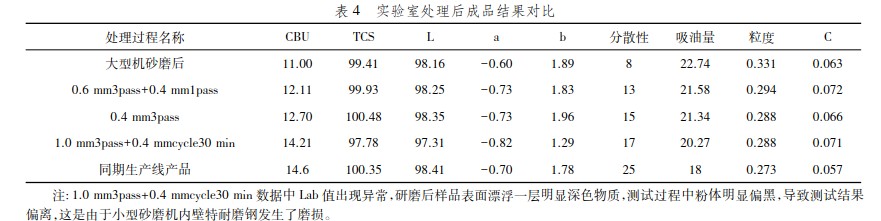
数据可以看出,实验室分级研磨和多次研磨照比大型机单机研磨得到的实验室成品CBU( 提高3.2) ,TCS( 提高1) ,Lab值( L 值提高0.2) ,吸油量,粒径指标均优,接近生产线产品,且指标按研磨程度提高的顺序与3.1 中粒径缩小趋势相同。指标中唯独分散性( 油分散) 出现异常规律,结合指标C 值,推测,随着粒径减小,颗粒数增加,表面能增加,有机剂用量不变的情
况下,饱和程度下降,团聚增加,这有待于进一步做随粒径减小增加有机剂用量的试验验证。
2.4 能耗与产能
就接近生产线产品的1. 0 mm3pass + 0. 4 mmcycle30 min小试样品,根据其试验的能耗数值推算放大后的产能,根据粒
径的接近程度,近似用0.4mm1pass 能耗代替1.0 mm3pass,该步比能耗0. 043 kWh /kg,0. 4 mmcycle30 min 总的比能耗0. 161kWh / kg,共消耗0.204 kWh /kg,按照80%的效率计算,装机容量315 kW 电机1000 L 的砂磨机过料量约为315×0.8 /0.204 = 1235kg /h 时,按此,控制研磨工艺流程为串联或多次研磨才能达到研磨的效果。
3 结论
对于氯化法钛白粉行业,砂磨工序可以有效的降低产品粒径,易控制粒径和分布的稳定性,终直接影响产品质量; 使用的砂磨机工艺应选择串联或多次研磨工艺; 填装的介质可综合经济性选择0.4 ~ 0.6 之间的锆珠; 砂磨机的产能是由研磨效果要求( 不同牌子) 决定的,建议企业配用小型机积累数据,根据数据支撑选择合适的设备和工艺匹配。


