
新闻中心
涂料生产中卧式砂磨机工艺参数研究
作者:admin日期:2020-04-11阅读
通过对卧式砂磨机工作原理的研究,设计实案。采用同一品种的前炼浆,在确保成品细度和研磨温度不超过工艺要求的前提下,通过考察不同装砂量、不同进料压力可变因素对研磨效率的影响,找出三者之间规律,结合数据分析以寻求出较为合理的生产工艺参数指导涂料生产。
0 前 言
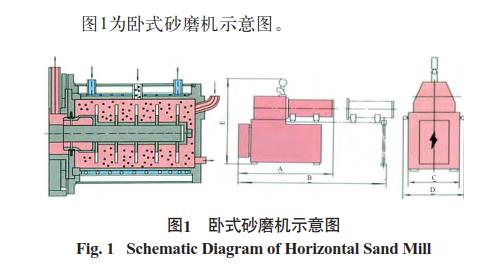
卧式砂磨机是可连续操作的全密闭式的湿法研磨分散机械。送料泵将经过预分散处理的液固混合物由筒体进料端进入筒体内和预先装入分布均匀的氧化锆珠一起被高速旋转的分散叶片所切,使物料中的固体颗粒及聚集体与氧化锆珠产生剧烈的碰撞和剪切,迅速将物料颗粒磨细并将聚集体分散,在短时间内达到小的细度和很窄的粒度分布范围。研磨分散后的物料通过径向筛缝复式出料结构,可靠地阻止氧化锆珠从筛缝中逸出,有效保证氧化锆珠仍被留在筒体内。本文通过设定不同装砂量和不同的研磨机进料压力两组变量,并把分散温度和细度固定为定值后,将变量因素依次组合来探究这两个变量对涂料生产中研磨机效率的影响[1-2]。
随后根据砂磨机工作原理设计实法,考察砂磨机研磨效率的影响因素,寻找合理的工艺参数分析并指导生产。
1 实验部分
1.1 实验设备和工作原理
实验砂磨机为德国耐驰的LME60,如图2所示。

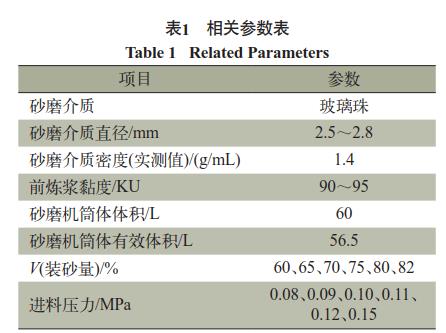
艺要求的前提下,通过考察在不同装砂量、不同进料压力可变因素对研磨效率的影响,找出三者之间规律,结合数据分析以寻求出较为合理的生产工艺参数作为工艺指导。其中研磨效率的量化方法在本实验中采取测定研磨机流出的流量,参考流出流量的相对关系对研磨机的研磨效率进行间接评估。设计实验分为固定要素和变动要素[3]。其中实验固定要素为:前炼生产固定、实验设备砂磨机固定、前炼黏度固定在一定范围、研磨细度固定在50μm以下、分散温度固定在60℃以下。实验变动要素为:装砂量设计依次为60%、65%、70%、75%、80%、82%6个变量。进料压力依次为0.08MPa、0.09MPa、0.10MPa、0.11MPa、0.12MPa、0.15MPa6个变量。实验组合:在不同进料压力条件下,考察60%、65%、70%、75%、80%、82%装砂量的研磨效率。具体参数如表1所示。
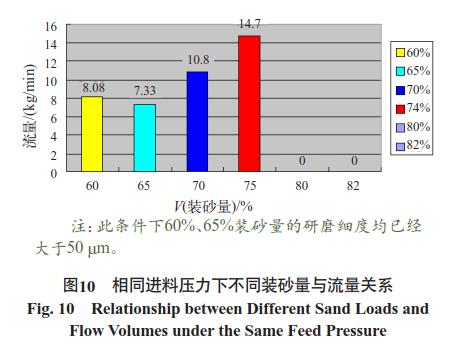
根据表5可以得到不同装砂量和进料压力下的细度、温度和流量数据。数据表明,在同一装砂量情况下,细度温度和流量随着进料压力增加呈增长趋势,当装砂量达到80%进料压力超过0.12MPa时,流量为0;当装砂量达到82%进料压力大于0.11MPa的时候,流量和细度均为0,而温度也超过60℃。按照设计实验的目标要求,需控制细度在50μm以下,温度不超过60℃,根据这一要求,在75%的装砂量时,控制进料压力在0.12MPa,流量可达到14.7kg/min,相比较其他条件下的流量,该生产效率大,如图10所示。
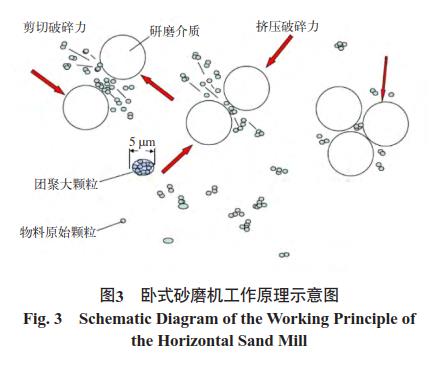
耐驰卧式砂磨机对物料研磨分散主要原理是碰撞和剪切(见图3),要使颜料粒子分离必要条件是剪切力必须大于颜料粒子间的相互作用力。影响砂磨机研磨效率主要取决于两个因素:(1)剪切力:和研磨筒中氧化锆珠之间的距离远近有关,两氧化锆珠之间距离越远,则相撞时的速度越大,剪切力越大,研磨效率就越好。(2)碰撞次数:单位时间内氧化锆珠碰撞次数越多,分散效率越高,即装砂量越多,分散效率越好。决定研磨效率的因素是一对矛盾的关系,降装砂量,能单次碰撞的剪切力,但会降碰撞次数,也就降研磨效率;装砂量,能增加碰撞次数,但降单次碰撞的剪切力。所以研究砂磨机的适合装砂量和进料压力是提高涂料研磨生产效率的重点。
1.2 实法
为保证实验结果重复性,本实验采用同一涂料品种前炼浆,在确保成品细度和研磨温度不超过自身工
艺要求的前提下,通过考察在不同装砂量、不同进料压力可变因素对研磨效率的影响,找出三者之间规律,结合数据分析以寻求出较为合理的生产工艺参数作为工艺指导。其中研磨效率的量化方法在本实验中采取测定研磨机流出的流量,参考流出流量的相对关系对研磨机的研磨效率进行间接评估。设计实验分为固定要素和变动要素[3]。其中实验固定要素为:前炼生产固定、实验设备砂磨机固定、前炼黏度固定在一定范围、研磨细度固定在50μm以下、分散温度固定在60℃以下。实验变动要素为:装砂量设计依次为60%、65%、70%、75%、80%、82%6个变量。进料压力依次为0.08MPa、0.09MPa、0.10MPa、0.11MPa、0.12MPa、0.15MPa6个变量。实验组合:在不同进料压力条件下,考察60%、65%、70%、75%、80%、82%装砂量的研磨效率。具体参数如表1所示。
注:适合砂磨分散的黏度参考:无机原料80~100KU;原料60~80KU。目前工厂采用相对比较成熟的,前炼浆参数都已固定,通过其他工厂的生产实践证明该设计合理。现该生产前炼黏度比较稳定,每批次都在90~95KU范围区间。
1.3 实验及相关控制项目
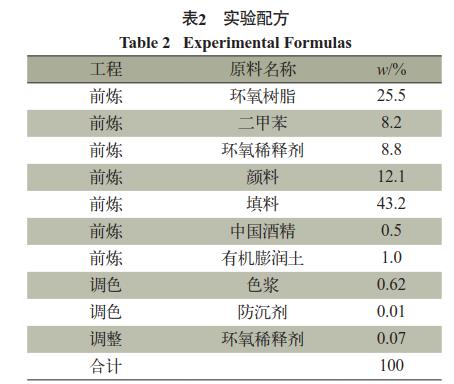
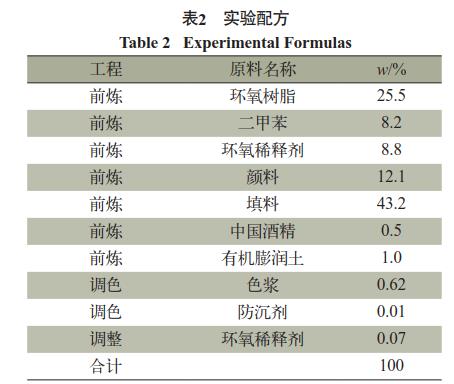
本次砂磨机工艺参数研究选用较为成熟且生产量较大的环氧类产品,该(见表2)非常具有代表性和实际意义,且该实际生产批次间波动较小,属于非常稳定的产品,在研究中一定程度上减少干扰因素。
1.4 装砂量的计算(根据假密度计算)
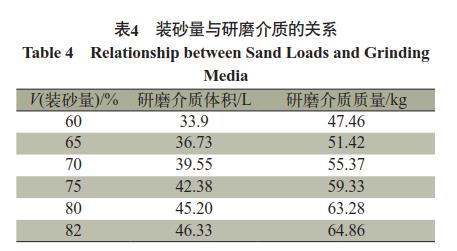
假密度测试根据以下简法确认:称一空量筒的质量,然后往量筒中装入100mL玻璃珠,称重。然后按式(1)计算假密度:假密度=(量筒质量+玻璃珠质量-空量筒质量)/0.1 (1)其中,目前工厂现采用的玻璃珠假密度为1.4(实测值)[4]。按式(2)计算装砂量:装砂量(质量)=筒体实际有效容积×充填率(装砂)×假密度 各装砂量相对应的氧化锆珠体积、质量见表4。
1.5 实验结果
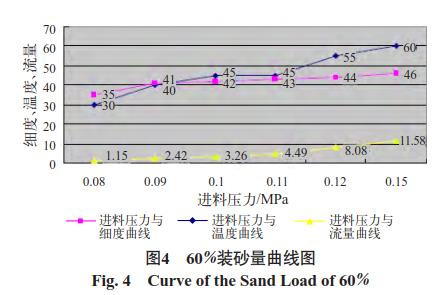
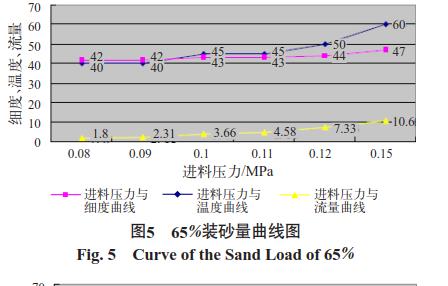
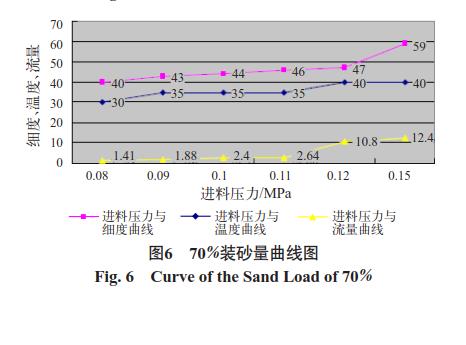
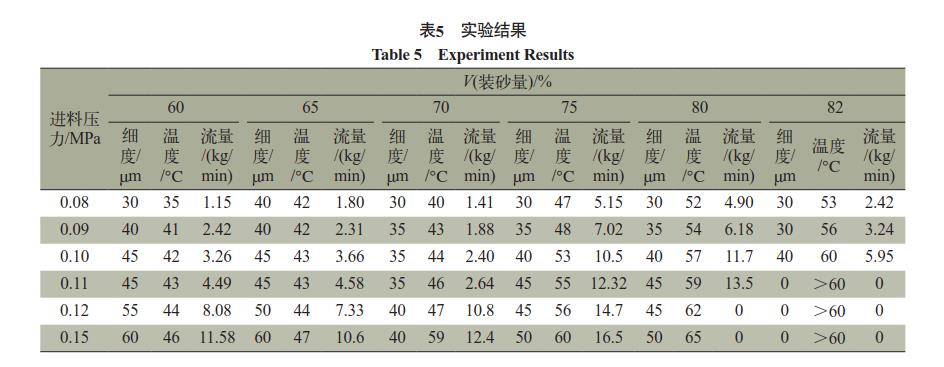
根据设计实案及工艺,分别对不同进料压力和装砂量的细度温度和流量进行了测试,测试结果分别如表5、图4~图9所示。
根据表5可以得到不同装砂量和进料压力下的细度、温度和流量数据。数据表明,在同一装砂量情况下,细度温度和流量随着进料压力增加呈增长趋势,当装砂量达到80%进料压力超过0.12MPa时,流量为0;当装砂量达到82%进料压力大于0.11MPa的时候,流量和细度均为0,而温度也超过60℃。按照设计实验的目标要求,需控制细度在50μm以下,温度不超过60℃,根据这一要求,在75%的装砂量时,控制进料压力在0.12MPa,流量可达到14.7kg/min,相比较其他条件下的流量,该生产效率大,如图10所示。
由图10可以清晰地看出,当进料压力控制在0.12MPa,随着装砂量的增加研磨机工作流量呈增长趋势,而当装砂量超过75%则流量为0。故当装砂量在75%的条件下,研磨机工作流量达到理想的状态14.7kg/min。按照上述工艺参数条件研磨集装箱涂料产品,结果如表6所示。
2 结 语
工艺参数是长期生产和科学实验总结出来的经验,结合具体生产条件而制定的,并通过生产实践不率不受到涂料中其他组分的影响,更重要的是消泡剂自身组分物理化学性质的影响,如表面亲疏水性、界面张力、流变性能等。次理解消泡剂的作用机制有利于实际应用中选择佳的消泡剂解决方案,
并且为新型高效消泡剂的开发奠定了理论基础。得益于水性涂料的蓬勃发展,消泡剂的市场前景也必将更加广阔。


