
行业知识
陶瓷墨水研磨工艺的优化
作者:admin日期:2020-07-20阅读
陶瓷墨水通常是在非水性介质中分散,但是陶瓷粉体悬浮液在水溶性介质中的制备有其巨大优势所在,尤其在和方面有的优势,本课题采用分散球磨法制备水性陶瓷装饰墨水,为了优化墨水的制备工艺,需要调整工艺及墨水,并对其性能测试结果进行分析研究。
3.1研磨工艺的优化
3.1.1研磨设备
砂磨机主要是依靠高速机械搅拌达作用下,研磨介质之间的剪切力和挤压力将物料颗粒粉碎至一定粒径,且达到分散研磨的效果,根据使用性能可分为立式砂磨机,卧式砂磨机、棒式砂磨机、篮式砂磨机等。砂磨机广泛应用于产品精细化如精细陶瓷、油墨、涂料、无机粉体等。在砂磨机中,粉碎过程是通过研磨介质之间的挤压力和剪切力完成,颗粒在活性区集聚被捕获,并在该活性区内被粉碎图3.1表示了色料颗粒的破碎力和粉碎有效区域。
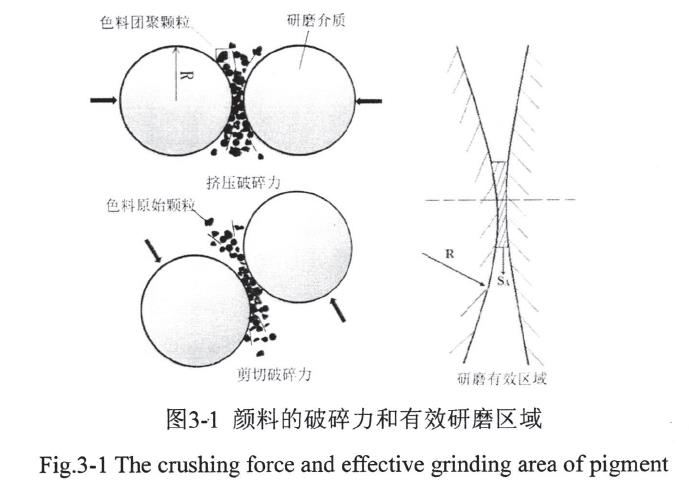
直径为2r的颗粒在两个相互接近半径为R的锆珠之间只能在有效区域内被粉碎,即当这两个研磨介质的间距小于2r的这一范围内。两研磨介质之间的粉碎有效区域为:

砂磨是借助外界剪切力或撞击力等机械作用使纳米粒子在介质中充分分散的一种方法,研磨介质相互接触点上的表面应力很大,容易通过研磨介质等硬件设备磨损带进去其他污染物。除了要控制运动速度外,更重要地选择耐磨性好的研磨球、研磨盘以及罐体。为了搅拌材料或研磨介质的磨损,与原料接触部分使用同一材料,如A1203,Zr02等,以适应耐磨耗的需要,本实验所用为实验室分散砂磨机。
球磨机是一种较砂磨机效率更高的研磨仪器,特别适合用分散法制备油墨、涂料等。在普通的作定轴回转的单筒球磨机中,磨球在简体中的运动情况人们已基本弄清。筒旋转时,呈现三种工作状态,如图3.2所示。
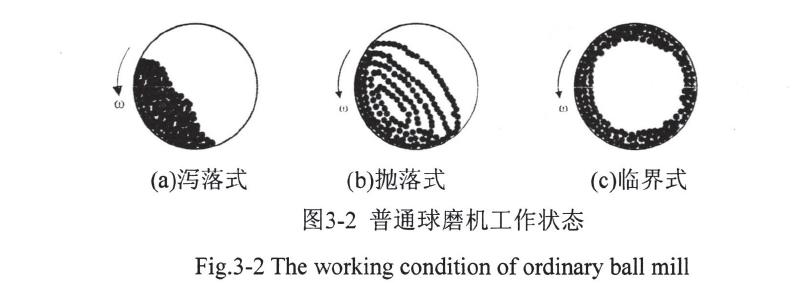
传统的研磨方式均在重力场中进行磨矿,存在一个临界转速,因此,生产能力受到临界转速的限制【62】。其表达式为:

行星式球磨机是近年来发展起来的一种新型研磨设备。磨球在自转和公转作用下,离心加速度可达重力加速度的10~20倍甚至更高,这是一种有着广泛应用前景的高效研磨方式,广泛应用小型行星球磨机进行小批量物料的趋细研磨。陈世柱等[631对行星磨的粉碎机理进行研究得出在行星式高能球磨机中,介质与磨筒壁的脱离点与设计尺寸有关,而与球磨机转速无关,这也是行星式球磨机比其它形式的球磨机显示出来的性。行星式高能球磨机中的磨球不具有比在普通球磨机中对粉体高出十倍左右的撞击力与撞击频率,同时又在筒底上作复杂运动时对粉体的强烈碾压与搓擦,从而提高粉碎效率,但物料研磨时温度较高可能对成品粒子的质量产生影响。
3.1.2研磨介质
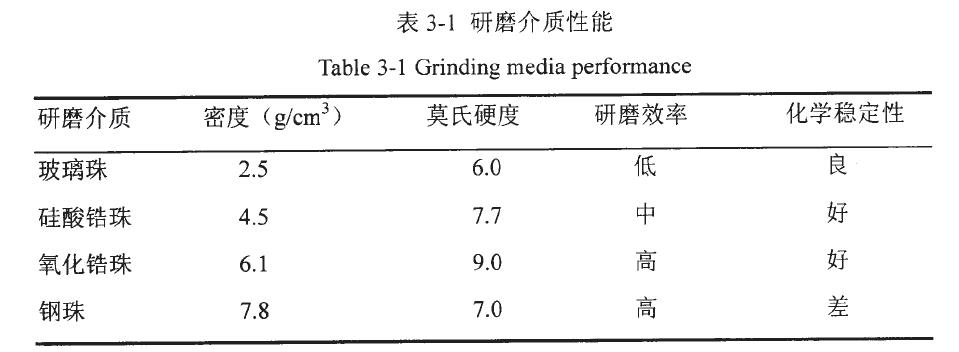
球磨机常用的研磨介质粒径小,增加了与物料接触的表面积,大大增加了研磨效率。常用的研磨介质有玻璃珠、硅酸锆珠、二氧化锆、刚珠等,如表3.1所示。根据公式P=mv,研磨介质在研磨时,冲量P与研磨介质的质量从正比,那么在相同体积下,研磨介质的密度与研磨效率成正比。因此,易分散的物质可选用密度偏小的玻璃珠,而难分散的硬物颗粒必须采用密度更大的介质,如钢珠、二氧化锆珠等。玻璃珠是早期研磨设备常用的研磨介质,价格较便宜,由于其密度相对小,研磨效率,需要较长的研磨时间才能到达效果,硬度小,容易造成磨损而污染样品。硅酸锆珠因多
采用熔融法制备,随着研磨时间的增加易产生碎珠,容易损坏砂磨机中重要的部件和机械密封。与其他研磨介质相比,虽然氧化锆珠价格较昂贵,但其研磨效率高、不易被磨损及化学稳定性好,是研磨分散理想的介质。
3.1.3研磨介质尺寸
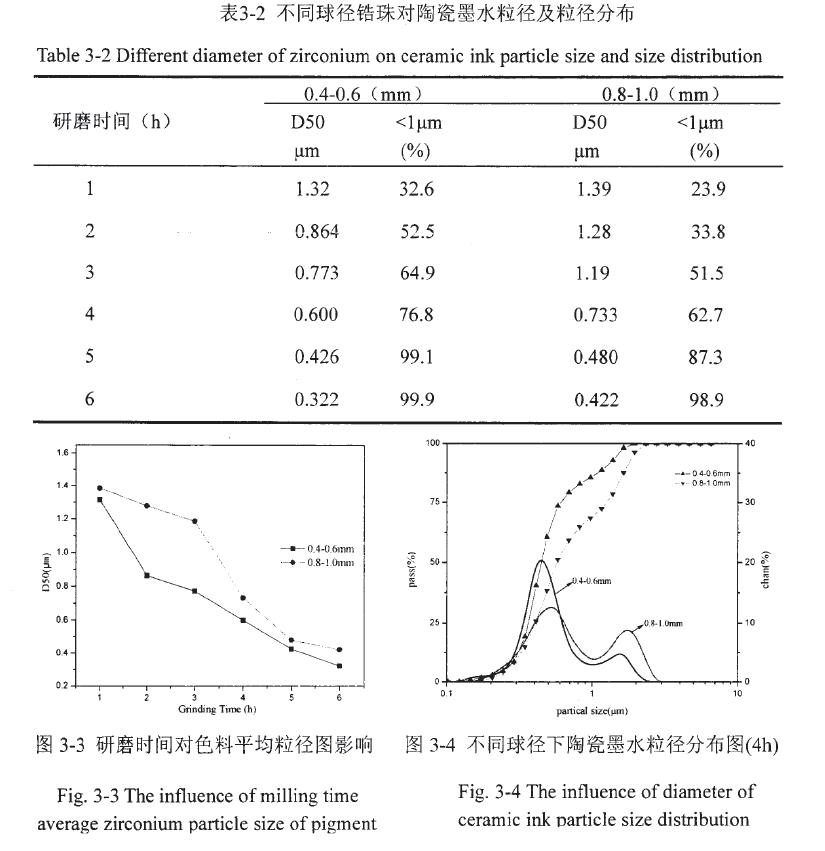
研磨介质直径的大小直接影响陶瓷墨水的平均粒径和大粒径。研磨介质直径越小,相同体积下数量越多,总表面积越大,可在相同的研磨时间内获得较高的研磨效率。采用氧化锆珠为研磨介质,在其他条件不变条件下,研究研磨介质粒径为0.4.0.6mm和0.8.1.0mm锆珠对墨水研磨效果的影响,如表3.2所示。同一填充率条件下大球的数量相对少、比表面积小,大球之间的碰撞点少。当粉料细化到~定程度时在有效研磨区内捕捉色料颗粒的几率降,大球由于运动时大有利于粒物料的迅速粉碎,却不利于小颗粒的超细研磨。虽然小球携带的小,磨粗粉时的破碎效率要比大球,但是填充率相同时,小球的表面积大、球的数量多,小球之间的碰撞点增多.捕捉色料颗粒的几率,对细小颗粒的研磨作用要强于大球,即对小直径的研磨介质更有利于研磨。由图3.3可见,在不同的研磨时间条件下,粒度较小的研磨介质能发挥更为有效的分散研磨作用,由图3.4可知,相比大粒度锆珠,采用小粒度的锆球研磨,墨水的大粒径及平均粒度均降,粒径分布变窄。
3.1.4介质填充率
3.1.4介质填充率
研磨介质的填充率对色料的研磨效率有很大的影响,当研磨介质的填充率,研磨介质与粉体间接触几率升高,粉碎能力增加:但当填充率超过90%,动力与磨损程度将急剧增加,运行上产生不稳定现象。球料总体积为磨筒容积的2/3左右时,为了达到较高的研磨效率,研磨时球料比存在一种优配比。球磨机正常运行时,钢球被提升到~定高度后产生抛落运动,以一定速度对物料进行冲击,粉碎物料。研磨效率与磨球的冲击速度、粒径大小、转速、冲击角度、冲击、球质量以及球磨机简体的半径等因素有关,为了使球磨机得到佳的研磨效率,选择合适的球料比是关键。
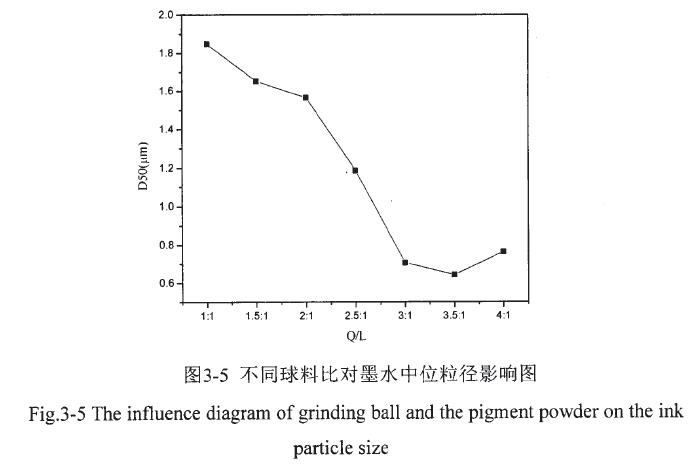
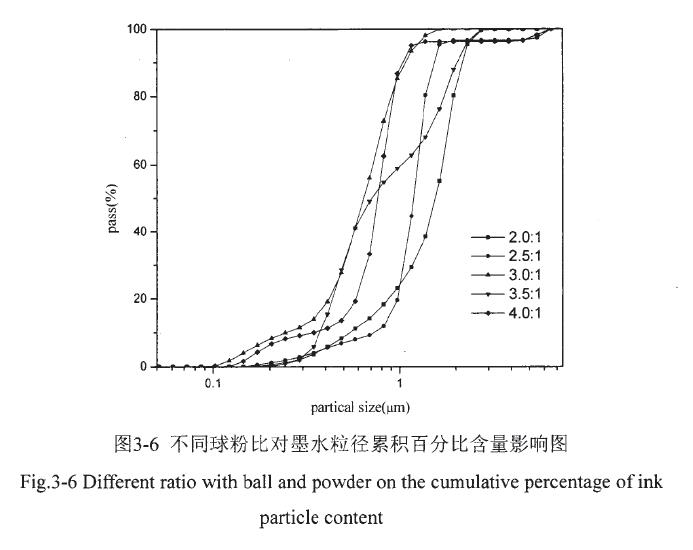
由图3.5及图3.6发现,随着介质填充率的,中位粒径先减小,达到点之后开始,在球料比达N3.5:1时,研磨介质能充分发挥研磨作用,粒径达到小值0.6429m,当研磨介质过少时研磨介质问撞击、粉碎并作用于物料的机会就少,过小的球料比没有足够的冲击对物料进行破碎,降了研磨的使用效率,不能有效的跟颜料颗粒进行;如果研磨介质过多,粉碎效果,但当介质球料比到介质过多时,超过了球磨机的有效负荷,珠子之间相互压叠,物料间有效接触机会减少,不能充分发挥每个球的破碎能力,同时增加了动能消耗,磨球的运动空间就变小不利于抛
落运动的产生,降了其冲击效果,研磨效率并未增加,产生气泡也会增加,相应消泡剂增加,不利分散。因此一般认为,在球磨机研磨的实际工作过程中,填装量一定时,必须正确选择球料比,实验结果表明,球料比为3.5:1较适宜。
3.1.5研磨转速
在其他研磨参数不变,研磨时间为1h,墨水一定条件下,研究不同球磨机转速下陶瓷墨水的粒径分布。
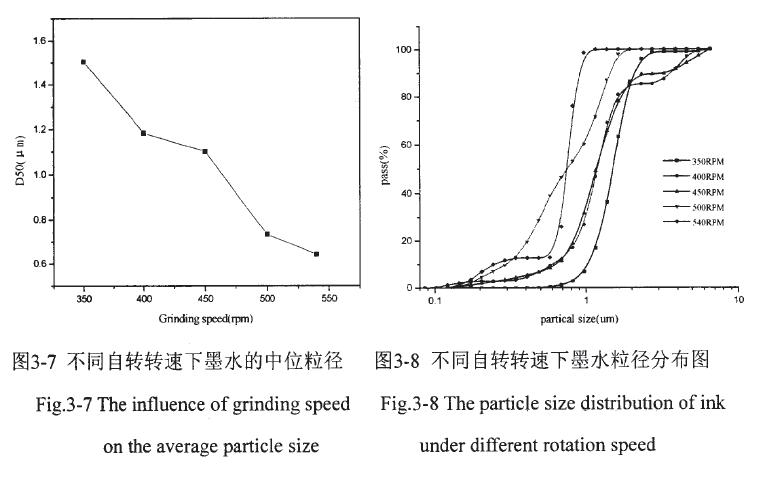
由图3.7及图3.8可知,随球磨机自转速度的增加,小粒径颜料的粒度累积分布值的,而中位粒径逐渐下降,转速达到540RPM时体系平均粒径达N0.6429m,转速越快,体系的研磨效果越好,颗粒粉碎时间变短,但并不是转速越快越好,过高的转速可能导致分散剂不能有效包覆在粒子表面,同时考虑到传统普通球磨机有临界转速这一限制条件,陈世柱和龚姚腾等人指出,在行星式高能球磨机中,介质与磨筒壁的脱离点与设计尺寸有关,而与球磨机转速无关。
为了提高球磨机的研磨效率,一般把球磨机的转速设为大转速540RPM,本实验考虑到两方面问题:(1)高速引起温度升高,加剧研磨介质磨耗和损耗;(2)球磨速度越高,越有利于粉体的快速细化,如果细化的速度太大,分散剂来不及和细化后的粒子充分作用,粒子之间又可能会重新团聚,同时转速过高导致体系发热,粒子的热运动DH J罟i]而开始絮凝。综合讨论,本实验采用500RPM转速作为研磨工作转速。
3.1.6研磨时间
球磨时间是超细粉碎过程中的一个很重要的影响因素。当锆球直径0.5mm,色料固含为35%,球料比为3.5,球磨机转速500RPM,墨水固定条件下,研磨时间对陶瓷墨水平均粒径及稳定性的影响。
由图3.9可知,随着研磨时间的增加,粉体颗粒的平均粒径逐渐减小,随后基本保持不变,当研磨时间达至lJ7dx时后平均粒径稍微。这是因为在粉碎初始阶段,大颗粒表面裂纹的产生,这些裂纹又是应力比较集中的地方,接着裂纹逐渐发生扩展直到后颗粒断裂粉碎为更小颗粒,但是实际颗粒的强度远小于晶体强度。随着研磨时间延长,大颗粒越来越小,其结构缺陷变少,本体强度不断提高.研磨难度也急剧,此时再延长研磨时间已经很难粉碎颗粒。
所以在锆球直径、浆料浓度、介质填充率、球磨机转速等一定的条件下,随着研磨时间的延长,颗粒总体上向细化方向变化,被粉碎的色料颗粒被分散剂包覆,粉体的粒径是逐渐减小的;过度的延长时间,粒度减小越来越困难,体系发热升高,一些小的粉体颗粒表面能,颗粒处于热力学不稳定状态,粒子容易以有害絮凝的方式来降比表面积,以降颜料的表面自由能,从而发生团聚现象,同时浆料的粘度随研磨时间增加而提高,这不利于研磨机内小磨球的运动,导致无法降粒径细度,在粉体的超细粉碎中存在着粉碎.团聚可逆平衡。所以本实验研磨时间设定为3~5 h较为合适。
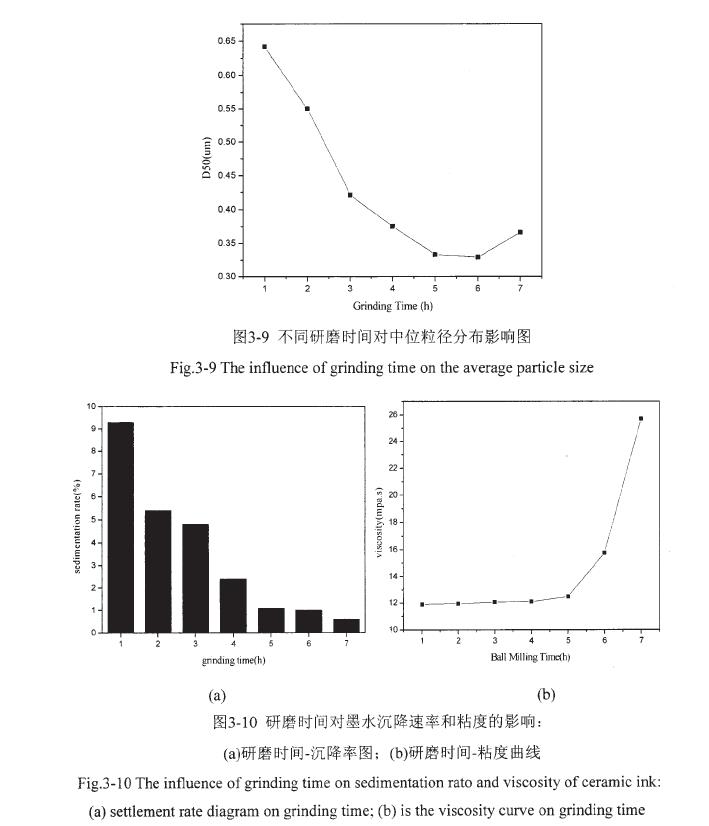
由图3.10可见,在相同陶瓷墨水固相含量的条件下,随着研磨时间的增加,体系的粘度开始慢慢增加,体系的沉降率逐渐下降:当研磨时间超过5个小时后,体系粘度急剧上升,同时因为粘度的上升,体系的沉降率反而变小趋于稳定;当研磨时间过少,体系的粒径因为没有得到充分研磨而粒径较大,分散剂没有充分吸附到颗粒表面,体系稳定性很差,静置出现严重沉降现象,上层出现清晰清水层;当研磨时间增加,大颗粒色料粒子几乎都被有效研磨,单位空间内小颗粒含量增加,分散剂充分吸附在颗粒表面,小颗粒表面吸附层开始压缩,小颗粒之间因为表面能很高而又出现相互聚集
状态,粘度也开始增加,当研磨时间继续增加时,体系的颗粒很难再进一步得到细化,体系因为粘度过高研磨效率很,悬浮液的流动性很差,虽然沉降率很,但是完全不符合喷墨制备要求。
3.2本章小结
本章采用分散法制备蓝色水性陶瓷墨水,小结如下:通过研磨工艺优化实验表明:采用砂磨.球磨工艺对陶瓷墨水色浆进行湿式研磨,研磨介质为氧化锆,介质尺寸为0.4.0.6ram;锆珠球料比为3.5:1、研磨转速500rpm、研磨时间为3h~5h,优选5h,此时色浆的粒径及粒径分布较好,墨水体系的分散效率优。


