
行业知识
砂磨机研磨介质装填量的计量与计算
作者:admin日期:2020-02-18阅读
1前言
砂磨机是借助丁研磨介质来突现对物料的研磨分散,研磨介质的物理性能、化学性能、粒径大小、装填星等都直接影响着砂磨机的研磨分散效率l率文着重对论装填量的影响
研磨介质的装填量就是砂磨机为达到理想研磨分散细度所需的研磨介质的装填量。装填量的计量冉存积计量法和质量计量法两种前者用研磨介质的装填体积占筒体有效容积的百分数表示,后者用研磨介质的装填质量表不砂唐机所用的研磨介质品种繁多,其密度、形状各不相同,因此砂磨机使用说明书中常以容积计量法表示装填量,但实际工作中上要采用质量计量法标定因此,怎样将锌积计量准确地转换为质计量是十分重要的,在此引人一个致密度的概念砂磨机用的研磨介质一般是由不同材料制成的小圆球,下面就圆球装填的致密度和研磨介质装填量的关系进行讨论
2圆球装填的致密度
假定研磨介质为标准圆球,且大小相同,有面心立方体、密排六方体和简单立方体-种排列方式。其致密度值的推导如下。
2圆球装填的致密度
假定研磨介质为标准圆球,且大小相同,有面心立方体、密排六方体和简单立方体-种排列方式。其致密度值的推导如下。
2.1il~,0-,"r方体致密度K的推导
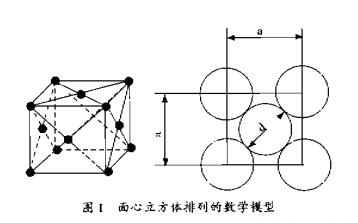
该排列方式相当于1个球在一个平面内与4个球相接,其数学模型见图1。
由图1可见:在边长为a的正方体中有8个角上的8个圆球被3个通过球tk,的平面切割掉1/8球体和6个平面中心的6个圆球被切割掉1/2球体。边}乏为a的正方体内的圆球的个数n=1/8×8+1/2×6=4;圆球的直径d=d2/2al圆球的体积V1=4X4/3×314×(√2/4丑)=0.74a3;止方体的体积v=a];K】: :0.74c同样方法推导,密排六方体排列的致密度K2=0.74(推导从略)
2.2简单立方体排列的致密度推导
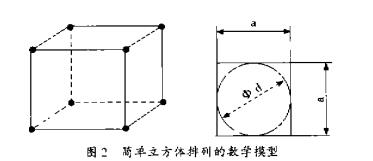
该排列方式相当于1个球占用了1个与之相切的正方体空间,其数学模型见图2。
4研磨介质装填量的计量
由图2可见:在边长为a的正方体内圆球的个数n:1;圆球直径d=a;圆球的体积VI=4/3×314X(a/2)=0.52as;正方形的体积V=a3;=V1/V:0.52。
由上述推导可知:K=K J=K2=074;K 。=K3=0.52
3影响研磨介质致密度K的因素
砂磨机用的研磨介质多为圆球,包括玻璃球、瓷球、氧化锆球、钢球等。圆球装填的理论致密度是在装填空间无限大、球大小相同、形状为理论圆球的假设条件下推导而得的,但研磨介质装填的空间实际为砂磨机的简体,大小球混装,有一定椭圆度。因此,同一简体,装入不同的研磨介质,其装填的致密度各不相同,同一种研磨介质装入不同规格的筒体,其装填的致密度也不同。国产砂磨机所用的研磨介质多为玻璃珠。实验表明:直径为1~1.5mm,平均直径1.25n一,不圆度小于5%的玻璃球混装,用直径为200500n1m,长度为500~100OIllllI圆筒计量,其装填致密度为0.62~0.66。法国西普(SEPR)公司的氧化锆球研磨介质形状为椭圆球,其短径与长径之比≥0.7,其装填的致密度比玻璃球(约为0.61)。钢球的圆度比玻璃球好,其致密度略高(一般为0.66)
3影响研磨介质致密度K的因素
砂磨机用的研磨介质多为圆球,包括玻璃球、瓷球、氧化锆球、钢球等。圆球装填的理论致密度是在装填空间无限大、球大小相同、形状为理论圆球的假设条件下推导而得的,但研磨介质装填的空间实际为砂磨机的简体,大小球混装,有一定椭圆度。因此,同一简体,装入不同的研磨介质,其装填的致密度各不相同,同一种研磨介质装入不同规格的筒体,其装填的致密度也不同。国产砂磨机所用的研磨介质多为玻璃珠。实验表明:直径为1~1.5mm,平均直径1.25n一,不圆度小于5%的玻璃球混装,用直径为200500n1m,长度为500~100OIllllI圆筒计量,其装填致密度为0.62~0.66。法国西普(SEPR)公司的氧化锆球研磨介质形状为椭圆球,其短径与长径之比≥0.7,其装填的致密度比玻璃球(约为0.61)。钢球的圆度比玻璃球好,其致密度略高(一般为0.66)
4研磨介质装填量的计量
4.1容积计■法
砂磨机有立式与卧式之分。通常立式砂磨机研磨介质的装填量为筒体有效容积的70%左右,卧式砂磨机为80%左右。可以根据不同的工况在此基础上增减。一般来讲,国产砂磨机,如WS15、SK8o,其中15、8o就是该机筒体的有效容积;国外砂磨机,如比利时SUSSMEYER公司的HM系列,瑞士DYNO—MILL系列及德国DRAIS生产的PM系列等,其代号后面的数字均表示筒体的有效容积,单位为升(L)。但也有例外,如日本井上制作所生产的RS16砂磨机,其中16表示筒体容积16加仑,国产sB57砂磨机57也不表示筒体有效容积,它的有效容积是49L。因此,弄清筒体的有效容积是计算研磨介质装填量的要因素。按容积法计量还应选择一个恰当的容器。从前面推导可知:同样的研磨介质,用不同的容器计量,圆球状研磨介质的致密度为0.52~0.74。容器越太,致密度较大,反之则较小。下面以国产sK 80立式砂磨机为例,计算研磨介质装填质量:
已知筒体有效容积8oL,研磨介质为玻璃球,密度2.4kg/L。
根据立式砂磨机研磨介质装填量为筒体有效容积的了0%,研磨介质装量为56L
若计量容器无限大,装填致密度趋于0.74,56L玻璃球质量为56X2.4X0.74=99.5kg;
若计量容器能盛下一粒玻璃球,装填量致密度便为0.52;56L玻璃球质量为56×2.4×0.52=69.9。
同样56L玻璃球因致密度差异,可产生理论上的质鼍差异达29.6kg,差异率达42%。
不难看出,容积计量法能否准确计量,关键在于计量容器的选择容器选择不当,将造成装入同样体积的研磨介质的质量差异较大。怎样才能准确地计量,简单的方法是:用与砂唐机筒体尺·r相同的容器计量如国产SK 8O砂磨机应dP305nⅡn×780nqln的容器计量,若同时有几种规格的机型,则应准备几个相应的计量容器。
4.2质量计量法
容积计量法操作起来有一定困难.为此,引入质量计量法,其计算公式女u下:
W=V×1P×K
式中:w——研唐介质装填量(kg);
v——砂磨机筒体有效容积(L);r研磨介质装填量百分数;
一研磨介质密度(g/oIiq3);
K——研磨介质装填敛密度
以上参数中致密度K的确定较为复杂,实验表明:我国一般采H]卣径2~3Dliiq、3~4iiirft、1~2H1m的玻璃球,不圆度小于5%,致密度值取062~0.66;
法国普公司的瓷球,致密度0.61确定了研磨介质的致密度便可准确地计算研磨介质的装填量,减少误差。部分国产砂磨机研磨介质装填昔见表1
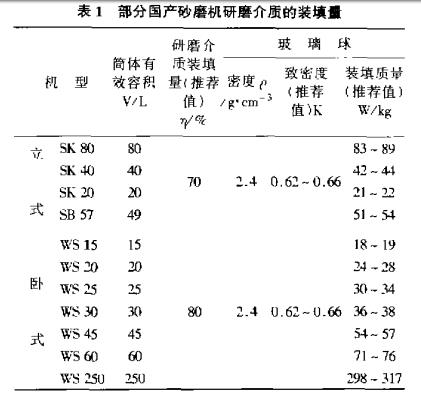
表1推荐的研磨介质装填量是一个质量范围。一般来讲容积较大的机型取大值,相反则取小值。
与容积计量法比较,质量计量法容易计算与计量,具有准确、实用的特点,而且在砂磨机使用过程中进行研磨介质的补充更为方便。砂磨机容积计量和质量计量的研磨时间比较见表2。
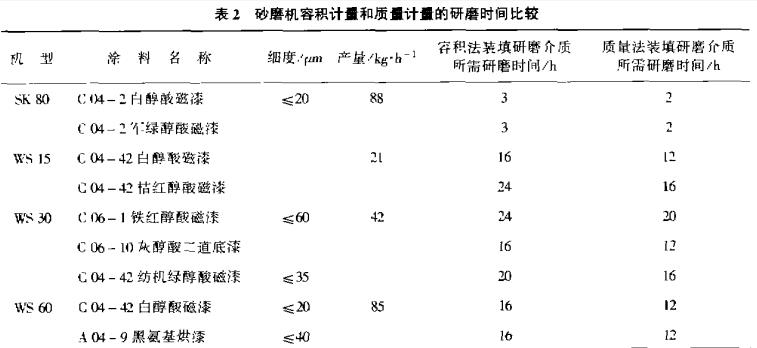
实验结果表明:容积汁量法普遍存在研磨介质装量不足.从而降r生产效率;质量计量法保证了研磨介质的准确计量和足够的装填量,有助于提高砂磨机的效率。
实验结果表明:容积汁量法普遍存在研磨介质装量不足.从而降r生产效率;质量计量法保证了研磨介质的准确计量和足够的装填量,有助于提高砂磨机的效率。


