
行业知识
悬浮剂加工难点和解析
作者:admin日期:2020-03-27阅读
悬浮剂产品具有不用溶剂、无粉尘产生、经皮毒性、悬浮率高、生物活性高、使用剂量小、对人畜毒性和生产成本等特点,深受用户青睐,国内外发展迅速。论述了悬浮剂开发中影响产品的性能和质量的问题,解析了原药特征官能团、原药晶型类型和大小、原药杂质含量和种类、杂质分布及排列等因素对加工悬浮剂产品的影响,并提出了相应对策。
悬浮剂是将水不溶的固体有效成分加工成微细颗粒(一般平均粒径<5μm),通过加入表面活性剂(润湿剂和分散剂)及其他助剂分散悬浮在水中,形成稳定的悬浮液体产品。高悬浮剂产品,粒径小,一般为1~3μm(90%粒径<5μm),悬浮率高(一般可在95%以上)。悬浮剂产品大多数用水稀释后用于作物叶面喷雾,在作物靶标上均匀覆盖,在作物叶面有较高的黏附性。一般来说,对某一种除草剂用于防治同一种作物杂草,其药效和持效都优于可湿粉剂产品,而用于杀虫、剂其效果基本与乳油产品相近;因此在国外欧美发达,
悬浮剂早已成为剂型中基本和重要的剂型
产品[1-2]。
由于该产品具有不使用任何溶剂、无粉尘产生、经皮毒性、悬浮率高、生物活性高、使用剂量小、对人畜毒性和生产成本的特点,在国内外发展迅速,应用十分普遍,使用效果较好,而深受国内外用户的特别青睐[3-6]。
悬浮剂是水基性制剂中发展快、可加工的活性成分多、加工工艺为成熟、对操作者和使用者以及环境、相对成本较和市场销售前景好的剂型产品。
1悬浮剂发展简述
早在20世纪60年代,悬浮技术已日益应用到固体结晶剂型上,当时英国对悬浮剂从理论研究到实验室制备,再到产业化开发和砂磨机的选用和应用等方面进行了较为全面系统地研究;并于1966年由当时的ICI公司采用湿法珠磨技术制得了一例悬浮剂。然后建成了悬浮剂产品的生产工厂,生产能力早已达到万吨,并成为悬浮剂产品开发、应用及推广早和快的。在1993年英国的悬浮剂产品已占其整个剂型产品市场销售的26%,已超过乳油产品的24%和可湿性粉剂产品的17%,位居一[7]。
国内在20世纪80年代开始研制悬浮剂(当时称为胶悬剂)产品,并逐步投入工业化生产,并加工了多菌灵、莠去津、百菌清、硫磺、灭幼脲等品种产品。2004年国内外公司在我国登记的悬浮剂产品(单剂和复配制剂)就已超过200个(其外农化公司登记的悬浮剂产品就有64个)[8],2008年登记品种达395个(包括国外登记的76个),2011年达1278个。2014年为1922个,约占国内总剂型产品7.3%(而乳油产品占比降到36%和可湿粉剂占比降到23%)。据有关资料报道2016年,登记制剂产品35604个,悬浮剂产品已占11.2%,次于乳油(30.0%)、可湿粉剂(21.4%),位列三。2017年登记制剂产品38247个,悬浮剂登记数为4210个约占12.5%(乳油为28.3%和可湿粉剂为20.3%)仍位列三,但占比上升[9]。在2017年新增登记3919个中,登记多的为悬浮剂,有964个,占新增登记的27.9%[9]。据AgroPagesChinaPesticideRegisteationWatch统计,2018年获得农业部检定所批准的登记项目4515个,较上年3919个增加15%。2018年登记制剂4156个,其中悬浮剂登记数量为1154个,占比为26%,
可见目前国内对开发悬浮剂产品的提升程度。
近十多年来随着国外许多的表面活性剂公司,例如挪威Borrgaard公司Uniqema(现Croda)、Clariant(科莱恩)、Rhodia(现索尔维)、Huntsman(亨斯曼)、OmniChem、Akzo·Nobel(阿克苏诺贝尔)、Mead-Westvaco、Takemoto(竹本油脂会社)、Lamberti(宁柏迪)、Tanatex(拓纳)等公司相继进入市场,以及国内表面活性剂公司,如北京广源公司、北京汉莫克化学技术公司、江苏擎宇化工科技公司、上海是大高分子材料公司、格林泰姆(Gree-times)助剂公司等研制开发许多新助剂。这为国内企业选用高性能和高的表面活性剂(润湿剂、分散剂和增效助剂等)提供大方便,使得国内开发的悬浮剂产量得到进一步提升,使许多加工和生产的悬浮剂产品达到国外同类产品的水平。
2悬浮剂加工基本条件
通常情况下,大部分有效成分只要满足以下条件,都可以用来加工成悬浮剂产品:
⑴原药在常温下是固体,其熔点应>60℃,以保证有效成分在砂磨中不被熔化;呈颗粒状,便于研磨成微细粒子。
⑵水中溶解度的固体有效成分易加工稳定的悬浮剂。有效成分在水中溶解度小于100mg/L时,很少发生奥氏熟化现象。如异菌脲(13mg/L)、四螨嗪(1mg/L)、甲基硫菌灵(26.6mg/L)、丁醚脲(0.05mg/L)、
噻嗪酮(0.9mg/L)、哒螨灵(0.012mg/L)等水中溶解度都很,容易加工成稳定的悬浮剂,一般不易发生奥氏熟化。
虽然腈菌唑(142mg/L)和三唑酮(260mg/L)等水中溶解度稍大,发生奥氏熟化机会将有所增加;而吡虫啉(510mg/L)奥氏熟化出现不可避免,但可采取适当措施,还是易于加工成稳定的悬浮剂产品。
⑶固体有效成分在化学上是稳定的(如在水中不水解和光照时不分解),这一点是不难理解的。
从目前来说,除磷外,大部分原药只要满足上述要求,都可以用来加工悬浮剂产品。
现今加工悬浮剂产品的有效成分已远超(早先笔者文章中报道的)275个,国内登记的悬浮剂有效成分近250个。
3悬浮剂加工难点和解析
虽然加工悬浮剂产品除了满足上述所说的条件之外,在加工悬浮剂产品中常会遇到的一些问题有:分层、结块、膏化、结晶、常温稠化、热贮固化、热贮凝胶化(流动性变差)、热贮后杂絮凝化(悬浮率很差);以及加工过程中,细小泡沫太多,无法及时消泡,严重影响产品的包装和施药。除此之外,
在加工悬浮剂产品中还会碰到许多难点,这些难点大都与加工的固体有效成分的结构和性质(如原药的杂质、熔点高、水溶性大小、晶型及其变化等因素)和加工SC产品含量高有关,同时还与所选用的润湿剂、分散剂、防冻剂、增稠剂或消泡剂等品种性能有关。
3.1溶解度较大原药
溶解度较大的原药加工SC产品,奥氏熟化现象易发生,此处以加工30%噻虫嗪SC产品为例。在噻虫嗪原药加工悬浮剂产品时,是有一定的难度的,原因是噻虫嗪原药中含有噻唑基团和噁二嗪基团,这2种基团都是Lewis碱,能够接受Lewis酸的加成,所以整个分子结构表现出较大的性;其水中溶解度达到4.1g/L(超过吡虫啉在水中溶解度8倍),奥氏熟化情况更易发生,如不解决这个问题,很难制得稳定的噻虫嗪悬浮剂产品。
这时主要考虑筛选合适优良的分散剂是关键,通常可选用分子量大的聚合分散剂,如磺酸盐类、聚羧酸盐及其混配使用,使分散剂的亲油链牢固地吸附在原药颗粒表面上,不易脱落,同时奥氏熟化现象发生,可以制得稳定的噻虫嗪悬浮剂产品[10]。
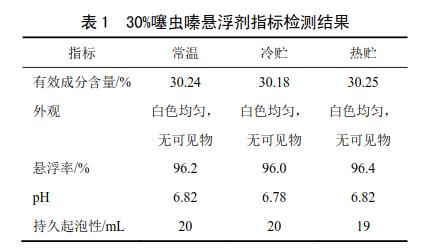
如武步华等[11]通过筛选合适和优良的分散剂,确定了30%噻虫嗪悬浮剂的适为:噻虫嗪原药30%(折百)、稳定剂STA-30.5%、脂肪醇聚氧乙烯醚(WF)0.5%、聚氧乙烯丙烯酸羧酸盐共聚物(DF)2.5%、黄原胶0.5%、防冻剂乙二醇4%、防腐剂0.3%、消泡剂0.3%、水补足至。通过冷贮和热贮试验,检测各项性能指标均符合悬浮剂检测标准(表1)。
3.2易形成水簇团
此类代表性品种为吡蚜酮,它在水中溶解度不是很大,0.29g/L,乙醇中溶解度2.25g/L。但吡蚜酮为杂环类,结构中有4个N原子和1个O原子(比吡虫啉还多),该特点是易与水形成氢键或水簇团,形成水合化合物。在原药研磨中可逆地吸收水分,砂磨时常表现为黏弹性或膏化,使产品发黏;从而表现出产品的倾倒性差,或者分散性不好,一般不易加工得到稳定的悬浮剂产品[12]。
当采用(含有较多水)吡蚜酮湿品(含量一般为70%左右),易于加工25%吡蚜酮SC,它与吡蚜酮原药有较大的理化性质差异,可以避免砂磨时产生黏弹性或膏化现象,能加工得到稳定的悬浮剂产品。
如许中怀等[13]用含水量15%~25%的吡蚜酮原药制得了合格的25%吡蚜酮SC。为:吡蚜酮含量25%(折百)、润湿分散剂丙烯酸和马来酸酐共聚物6%、消泡剂聚二甲基硅氧烷0.3%、防腐剂异噻唑啉酮0.4%、防冻剂丙二醇5%、增稠剂黄原胶0.3%,水补足至。25%吡蚜酮SC性能测定均符合悬浮剂的各种指标要求。外观为白色易流动液体,悬浮率为98%(热贮后97%)。
此外,在选择加工吡蚜酮SC时,从下面的例子可以清楚看到,选用分子量大的聚合高分子分散剂应该是。这类分散剂含有阴离子基团,易在水相中形成双电层,其分子中亲水性侧链深入水相中形成溶剂链,可以阻隔或减少原药分子与氢键结合,提供稳定粒子保护层,起到稳定的作用。
例如,由日本竹本油脂表面活性剂公司提供的250g/L吡蚜酮SC为:使用的是复配分散剂YUS-TXC6.0%,YUS-D30216.0%。YUS-TXC是一种萘磺酸钠盐分散剂,而YUS-D3021是一种多支链的高HLB值(16-18)高分子聚合物。这两种分散剂的复配,用量也较大,足以提供稳定的粒子保护层,而不脱吸,制得流动性很好的产品。
例如南京擎宇公司提供的表面活性剂SP-2728加工25%吡蚜酮SC。SP-2728是一种“梳型”类聚合表面活性剂,用作分散剂时:
⑴可以牢固地吸附在吡蚜酮粒子表面上,它具备了兼有离子型和非离子型的优点,而对于满足空间位阻稳定的条件比使用非离子型表面活性剂。因此该分散剂能提供有足够的吸附层保护,由于杂质、助剂、其他添加物所引起的交联或电荷被中和;以及不会发生脱吸现象从而导致破坏或变更稳定粒子的保护层,可以有效地改善25%吡蚜酮SC产品的长期贮存稳定性。
⑵这种梳型表面活性剂在水中溶解时,不会增加黏度,反而会起着降黏度的作用;因此对于砂磨吡蚜酮的浆料不会变稠,能得到流动性和分散性好的产品。这点可以从测得25%吡蚜酮SC黏度数据:黏度232mPa·s(25℃)和黏度232mPa·s(热贮54℃,14d),得到证实。
⑴可以牢固地吸附在吡蚜酮粒子表面上,它具备了兼有离子型和非离子型的优点,而对于满足空间位阻稳定的条件比使用非离子型表面活性剂。因此该分散剂能提供有足够的吸附层保护,由于杂质、助剂、其他添加物所引起的交联或电荷被中和;以及不会发生脱吸现象从而导致破坏或变更稳定粒子的保护层,可以有效地改善25%吡蚜酮SC产品的长期贮存稳定性。
⑵这种梳型表面活性剂在水中溶解时,不会增加黏度,反而会起着降黏度的作用;因此对于砂磨吡蚜酮的浆料不会变稠,能得到流动性和分散性好的产品。这点可以从测得25%吡蚜酮SC黏度数据:黏度232mPa·s(25℃)和黏度232mPa·s(热贮54℃,14d),得到证实。
3.3原药中少量未知杂质的影响
⑴吡虫啉结构中含有吡啶和咪唑啉2个性基团,一般选用分子量较大的,并具有降黏作用的分散剂,可以制得稳定的悬浮剂产品。但是在研制600g/L吡虫啉悬浮剂时,曾发现换了另一家高含量的吡虫啉原药加工时,用同样的不能制得稳定的600g/L吡虫啉悬浮剂产品。当时判断可能是原药生产工艺有所不同,虽然原药含量不于97%,但原药中所含有少量未知杂质不同,从而使原先所选分散剂吸附层电荷可能被中和,从而破坏或变更稳定粒子的保护层,得到不稳定的产品。后来经过研制,更换了合适有效分散剂体系,便能制得稳定的600g/L吡虫啉悬浮剂产品[14]。
东南大学化学化工学院在王明亮导师指导下赵静硕士在ACS期刊《OrganicProcessResearch&Development》(IF=2.391)发布关于吡虫啉多晶型研究论文。发现吡虫啉存在2种晶型,晶型Ⅰ和晶型Ⅱ;吡虫啉晶型Ⅰ为单斜晶体,且为稳定晶型。吡虫啉在高温下2种晶型固体-固体转变,得出吡虫啉2种晶型之间的关系是互变异构多晶型关系。
现在看来,当时更换吡虫啉原药后,是否存在着2种晶型之间互变情况(也未可知);即有少量另一种晶型存在,导致原先应用的分散剂体系不适应,后来通过调整所用的分散剂体系,解决了这个问题。
⑵巴斯夫公司加工25%吡唑醚菌酯SC,为何非常强调吡唑醚菌酯原药的杂质含量呢?该公司所用吡唑醚菌酯原药纯度可达97.5%,水分含量较,
酸碱度也严格控制,保证了制备成悬浮剂产品的稳定性。原因是选用吡唑醚菌酯原药纯度不够,则其中必然含有熔点的晶型,加工中可能会形成“晶体态”、“液态”、“玻璃态”等混合形态,导致制剂稳定性变差;同时也干扰有效成分含量测定,终影响制剂加工和使用。此外,杂质过多原药毒性,也会导致农作物药害。
3.4中含有大量杂质
在加工10%甲维盐SC时,由于甲维盐原药含
量高为72%,杂质含量达到28%。加工10%甲维盐SC时,在砂磨过程中,这些杂质会从原药中游离出来,形成游离态的杂质。这种杂质的熔点于54℃,在砂磨过程中,易膏化。此外,另一个原因是原药的溶解度随pH变化,当pH为5时,水中溶解度0.21g/L,一旦pH变大,水中溶解度会,易发生奥氏熟化现象,使粒径。选用分子量大的聚合分散剂可以帮助解决这个问题。
目前,国内几乎没有企业能生产10%甲维盐SC,杰世化工(上海)有限公司成功研制10%甲维盐SC为:甲维盐(含量72%)10%(折百),YUS-CH7000(聚羧酸盐)3%,YUS-FS1(乳化型分散剂)2%,YUS-FS7PG2.2%,YUS-A51G(润湿剂)1%,PICO-JK1%,硅酸铝镁1.5%,水补至。该能耐54℃和65℃热贮,常温下几乎无分层,流动性好,是国内好的[15]。
3.5分子中含性基团和憎水基团
氟吗啉分子中的吗啉基团呈强碱性,溶于水、
乙醇、乙醚,表明氟吗啉分子中含有一个很强的性基团;同时氟吗啉分子中还含有氟元素,具有很强的憎水性。由于上述这种性质,通常加工的氟吗啉剂型产品为油剂(10%、20%、35%),可湿粉剂(20%、50%和60%),50%水分散粒剂和35%氟吗啉烟剂等。
倘若要加工氟吗啉悬浮剂,由于原药中含有油性杂质,这种油性杂质与原药结合部紧密,在研磨过程中易于从原药颗粒中分离,如果无助剂专门处理这些杂质,那么这些杂质将会引起产品膏化。
此外,氟吗啉原药本身易研磨,用玻璃珠研磨30min,颗粒即达到1.4μm左右,如果颗粒过小,膏化现象及热贮凝胶现象将会立即发生;如果使用的分散剂与氟吗啉原药颗粒的吸附能力不强,热贮时奥氏熟化现象也很明显,就会有片状原药析出。因此,加工25%氟吗啉SC时,对分散剂的选择,有较大的难度。
杰世化工(上海)有限公司成功的研发了25%氟吗啉SC,其为:原药(含量90%)28%(折百),YUS-TXC(萘磺酸钠盐)3%,YUS-FS1(乳化型分散剂)3%,YUS-FS7PG1.5%,YUS-A51G(润湿剂)1%,
乙二醇3%,黄原胶0.1%,硅酸镁铝1%,水补至。在颗粒粒径控制在2~3μm时,热贮2周没有分层和结块现象,流动性好,悬浮率稳定[15]。因此,若选好分散剂、润湿剂等助剂,控制好颗粒直径,热贮2周,得到无分层和结块,流动性好,悬浮率稳定的产品是可以做到的。
3.6代森类原药产品热贮固化率高
代森类原药产品代表性品种为代森锰锌,它是
一种广谱性剂,常用剂型产品为可湿性粉剂和水分散粒剂。这些剂型产品在生产中能耗大,易污染环境,加工代森锰锌SC产品能够提高其环境相容性和有效成分利用率。
要加工430g/L代森锰锌SC产品(美国陶氏益农),难度较大,主要表现在热稳定性方面不是太好。
由于代森锰锌含有C-S和S-S键,尤其在pH和亲核试剂下,都会引起功能上的稳定性。因此,加工代森锰锌SC剂型都有一个相对高的不稳定性,容易出现膏化和分解现象。且产品在正常干燥条件下贮存稳定;对光、热、潮湿下不稳定,易分解出二硫化碳;当遇碱性物质或铜、汞等物质均易分解,放出二硫化碳而减效。因此,代森锰锌悬浮剂总体登记的产品比代森锰锌可湿粉产品要少得多(2017年代森锰锌剂型产品:可湿粉剂有792个,
占比93.8%、水分散粒剂22个和悬浮剂22个),这也是不难理解的。但是选择好适用有效的分散剂,还是可以加工得到稳定的代森锰锌悬浮剂产品的。
如李红玉等[16]研制25%代森锰锌SC为:代森锰锌25%(折百),AEO助剂5.0%,防冻剂4%,
苯甲酸钠0.3%,氯化铵0.5%,硅酸镁铝1.0%,黄原胶溶液0.1%,水补至。砂磨直至90%粒径<5μm,再加入黄原胶溶液。使用的AEO助剂为AEO-4、AEO-7、AEO-9、AEO-15、AEO-20。用AEO助剂研制的5个样品,热贮前后悬浮率都超过90%;AEO-7和AEO-20的样品悬浮率在94.5%~96%,属于假塑性流体n<1。
3.7高含量加工SC
高含量通常指加工45%~50%含量的悬浮剂。悬
浮剂中加工的含量越高,体系中所加水量越少,因此在加工时,及产品存放过程中会产生各种问题[17]。
⑴由于加工含量高,若表面活性剂选择不当,某些原药砂磨时明显地表现出现胀流体(流变)行为。所谓胀流体,可用以下公式表示:τ=kγn(n>1),式中τ是剪切应力[Pa],γ是剪切速度[S-1],k是塑性黏度[mPas])。也就是说,在高剪切应力下,体系有很高的黏度,随着物料搅得越快,则料变得越黏稠,甚至会出现膏化情况,难于研磨,更无法得到所需的粒径。如在600g/L吡虫啉悬浮剂研制时,
曾出现过物料越磨越黏情况;当选用合适和特定的分散剂时,则无此现象,且物料越磨越稀,不再出现上述情况。
⑵在高含量下,粒子布朗运动碰撞机会比中、含量时多得多,并且在色散力和范德瓦尔吸引力的作用下,高含量悬浮剂则更容易形成链状或链团的网络状聚集体,从而发生(絮团状)聚凝或聚结。如在研制高含量的噻嗪酮和异菌脲悬浮剂时,若表面活性剂选择不合适,产品在贮存过程中粒径易增长,颗粒间聚集体会合并变大而聚结,这样会导致研制的悬浮剂产品造成分层、沉淀和结块现象。
⑶高含量悬浮剂含固量高,要达到一定的粒径
(平均2~4μm)需要一定的砂磨时间和次数。砂磨中产生的泡沫多,且泡沫不易逸出,因此必须选用非常有效的消泡剂来消泡或抑泡。
⑷因含水量少,要配制均匀浆料难度较大。若配制浆料不匀,难于得到细小粒径和粒径分布大小不一(易于发生奥氏熟化现象),且也增加了砂磨时间和次数。一般在配制浆料时,原药的加料过程尽量采用少量、分批、多次加入,并经多次剪切混合均匀的浆料。
高含量悬浮剂开发时,应选用能显著降体系黏度的高效分散剂,如聚羧酸盐、特殊磺酸盐;选用特殊磷酸酯类助剂、特殊嵌段聚醚类助剂,可以能够帮助消除体系中电解质因素带来的影响,从而大限度保持体系的稳定性。针对一些容易起泡的品种,尽量选用泡助剂;若消泡不完全很容易导致的不稳定,这也是很多高含量悬浮剂研制时失败的一个重要原因。
在研制高含量55%噻虫嗪悬浮剂时,不但含量高,且因噻虫嗪水溶性大,要研制稳定的悬浮剂产品难度大。若选择分散剂不当,研磨时体系黏度增加很快,从而会产生稠化(流动性差)、膏化,甚至无法砂磨情况;或者得到产品在贮存时,因奥氏熟化颗粒粒径易长大,形成分层、沉淀和结块现象。但通过选用合适和优良的分散剂,可以制得性能优良,符合悬浮剂检测标准,得到稳定的产品。
刘景坤等通过筛选14种润湿分散剂,用传统的流点法,使悬浮剂达到黏度,保持剂型流动性,
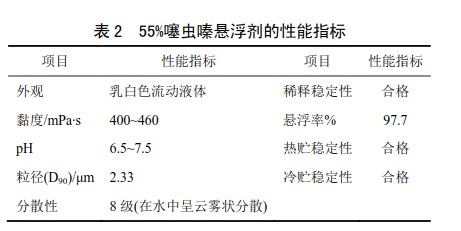
研制了高浓度(55%)噻虫嗪悬浮剂。终为:噻虫嗪55%(折百)、石蜡(助分散剂)5.56%、SC-34(木质素磺酸钠)3%、TX-8(聚羧酸盐类,上海星飞化工公司)1%、SK-24(磺酸盐类)1%、白炭黑1%、黄原胶0.5%、消泡剂1%、乙二醇3%、卡松1%、水补足至。通过冷贮和热贮试验,检测各项性能指标均符合悬浮剂检测标准(表2)[10]。
3.8含量加工SC
只要符合加工悬浮剂上述3个基本条件,按悬浮剂通常加工方法,含量0.1%的roflamycoin也可加工为悬浮剂,它加工的含量比含量生物1%申嗪霉素SC含量还10倍。Roflamycoin是从玫瑰黄链霉菌Men-myco-93-63发酵液沉淀中分离、提取的一种具有广谱抗活性的代谢产物,其分子式为C40H66O12,相对分子量为738,属于多烯大环内酯类。熔点161~163℃,
易溶于甲醇、乙醇、冰乙酸、水饱和丁醇及二甲基甲酰胺,不溶于水、苯、氯仿和石油醚。
刘亚南等采用流点法研制0.1%roflamycoinSC,原药为5%roflamycoin,由河北农业大学植保学院植物病害生物防治实验室提供。通过对润湿剂、
分散剂等助剂筛选,确定的为:有效成分roflamycoin(含量5%)0.1%(折百)、润湿剂DS97(深圳朗钛生物科技公司)1%、分散剂亨斯迈2208#1%和LT-767C(深圳朗钛生物科技公司)2%、增稠剂硅酸铝镁1%和黄原胶0.1%、防冻剂乙二醇5%,水补至。得到的悬浮剂产品外观为黄色易流动液体,粒径1.45μm,悬浮率97.2%,黏度326mPa/s,
pH6.8~7.0,分散性优级,热贮分解率1.12%,热冷贮稳定性合格。田间药效试验结果表明,该药剂的250、500、1000倍液防治黄瓜白粉病防效均达到80%以上,其中1000倍液防效达到88.09%。
3.9熔点加工SC 由于固体加工悬浮剂主要的工艺是通过砂磨机和氧化锆珠研磨配制的浆料,以达到所需的颗粒粒径。在砂磨机研磨中会产生大量热量,使研磨料的温度升高,这些热量必须通过冷却水进行冷却,移走研磨料的热量,保持研磨料在熔点以下较的温度下进行研磨,得到所需的颗粒粒径。倘若原药的熔点过,则在研磨机中颗粒部分会融化,使物料稠化,难于研磨;此外也易造成熔融物料与固体物料产生杂凝聚,即使得到所需粒径的产品,在(常温和热贮)贮存期间,使产品粒径变大,产生分层和沉淀,终得到不合格悬浮剂产品。
为保证固体在砂磨机研磨中不被熔化,呈颗粒状,便于研磨成微细粒子。为此,通常要求加工的固体熔点应于60℃作为悬浮剂加工基本条件之一,而把熔点60℃左右(如高效氯氰菊酯64~71℃,吡唑醚菌酯63.7~65.2℃等)或以下的(如二甲戊乐灵54~58℃,氟硅唑53~55℃,醚菊酯36~38℃等)归类于熔点。
在熔点悬浮剂开发中,选用合适和高性能助剂很重要,如选用特殊的嵌段聚醚类助剂和特殊的磺酸盐类和羧酸盐类助剂,既作分散剂又可用作晶体剂。在研磨工艺中需要控制好冷却水温度(有必要需用冷冻盐水冷却),控制好进料量大小,
及控制好研磨时间,是可以加工得到稳定的悬浮剂产品的。
⑴二甲戊灵(pendimethalin),属于苯胺类除草剂,纯品为桔黄色结晶固体,熔点54~58℃,溶解度(25℃),水中0.275mg/L,属于熔点,加工成二甲戊灵悬浮剂难度并不大,但其关键问题是热贮54℃、14d的稳定性标准难以通过[18]。近年来巴斯夫公司也发表了二甲戊灵制备悬浮剂的(US7871638B2)其400g/L二甲戊灵SC为:二甲戊灵400g/L,SoproforFLK(三苯乙烯酚聚氧乙烯醚钾盐)125g/L,ArkopalN080(壬基酚聚氧乙烯醚)50g/L,
其他助剂(消泡剂、增稠剂、抗冻剂)21g/L,水平衡至1L。样品检测均符合悬浮剂标准,唯热贮稳定性45℃,12周;37℃,26周。
由此可见,对于国内加工的二甲戊灵SC产品是难于通过热贮54℃、14d的国标的。但加工产品可以在上特别标明热贮温度为45℃,以告示用户。由于二甲戊灵易溶于甲醇、丙酮和二甲苯等溶剂,一般二甲戊灵常用加工剂型为乳油和悬浮微胶囊剂产品为多。
⑵氟硅唑原药为淡棕色桔晶固体,熔点53~55℃,属于熔点;水中溶解度45(pH7.8)、
54(pH7.2)、900(pH1.1)(mg/L,20℃),在许多溶剂中的溶解度>2kg/L。加工20%氟硅唑SC难点是原药在许多溶剂中溶解度大,易发生奥氏熟化;54℃热贮时,原药固液相频繁转变,易发生杂絮凝现象;常温下有类似“破乳”的现象,使颗粒长大,导致产品聚结或沉淀。
此外,在中发现不能使用常用的多元醇类(乙二醇、丙二醇、丙三醇)为防冻剂,原因是该原药易溶于多元醇类,无法研磨得到颗粒状悬浮剂;因此改用尿素作为防冻剂,可避免上述问题发生。
通过选择合适和有效的表面活性剂,杰世化工(上海)有限公司研发的20%氟硅唑SC为:原药22%(含量94%)20%(折百),YUS-TXC(萘磺酸钠盐)1%,YUS-FS1(乳化型分散剂)3%,YUS-A51G(润
湿剂)2.0%,尿素1%,黄原胶0.15%,硅酸镁铝1.5%,PVA1788(10%水溶液)5%,水补至。得到的样品,经54℃热贮14d,无分层,无结块,流动好[15]。
⑶醚菊酯纯品为白色结晶体,熔点36~38℃,属于更熔点;水中溶解度很(1mg/L),甲醇中66g/L、醋酸乙酯875g/L、乙醇150g/L、甲醇76.6g/L、二甲苯84.8g/L(25℃)。加工10%醚菊酯SC的难度相当大(一般都工为SC),原因是:易发生砂磨黏珠现象,当温度在熔点附近波动时,原药颗粒固液相频繁转变,易发生杂絮凝现象。当环境温度长时间高于熔点时,有破乳现象。常温贮存时,有絮凝现象和原药颗粒长大情况。
杰世化工(上海)有限公司成功地研发10%醚菊酯SC为:原药10.5%(含量94%)20%(折百),YUS-TXC(萘磺酸钠盐)1%,YUS-FS1(乳化型分散剂)3%,YUS-A51G(润湿剂)2.0%,黄原胶0.25%,
乙二醇5%,水补至[15]。基本解决上述问题,当然采用更温度的冷却水温度显然是必需的。
⑷复配体系熔点加工SC,如克莱恩化工()有限公司研制11.5%噻虫嗪+7.5%联苯菊酯悬浮剂。噻虫嗪熔点139.1℃(高熔点)与联苯菊酯熔点68~70.6℃,但两者复配原药熔点57~64℃(共融点温度),属于熔点加工体系。
该公司提供了2个:1为噻虫嗪11.5%(折百)、联苯菊酯7.5%(折百)、Emulsogen3510(嵌段聚醚)2%、分散剂1494液体(特殊磺酸盐类)3%、乙二醇5%、消泡剂0.4%、黄原胶(2%)15%,水补至。2为噻虫嗪(11.5%(折百)、联苯菊酯7.5%(折百)、磷酸酯助剂3%、润湿剂0.5%、乙二醇5%、消泡剂0.4%、黄原胶(2%)15%,水补至。
试验结果表明,1的各项指标合格,配制过程和配制后产品泡。2研磨过程中膏化,无法研磨。
3.10晶体
在加工中会遇到许多晶体,如吡虫啉、
四螨嗪、噻嗪酮、异菌脲、达螨灵等都是结晶体。对于晶体加工悬浮剂时,倘若颗粒较大,必须预先进行粉碎到一定细度(粒径(43μm),方可进行砂磨。一般在生产过程中也较难粉碎,所以砂磨时间要较长一些,才能达到所要求的粒径,生产成本相对较高。
对用玻璃珠作为砂磨机中研磨介质,对研磨时间较长的晶体,在生产中可使用镐珠代替玻璃珠研磨加工,可以缩短研磨时间,并可获得满意的粒径和粒度分布。若晶体原药的水溶性大或存在其他晶态形式,则加工产品更易发生奥氏熟化。常温放置贮存时晶体易长大,使粒径增长较快,如吡虫啉和噻嗪酮等显得尤为突出。
因此,一般应选用合适有效的分散剂如分子量较大的聚合分散剂加工,加大润湿剂用量,研磨的粒子粒径分布要窄,不宜宽。对于易结晶长大的,可以用使用梳型或接枝共聚物作为结晶长大剂,可得到稳定的悬浮剂产品。这方面研制例子很多,在此不再例举。
解决悬浮剂难题的策略
除了要满足上述加工大部分悬浮剂产品的3个基本条件外,在研制悬浮剂设计中,还需要充分考虑到以下不同情况,以采取必要的对策。
⑴了解原药分子结构的功能基团的情况,有否有性基团存在,导致整个分子结构表现出较大的性;分子结构中含有多个N原子或O原子易与水形成氢键或水簇团,形成水合化合物;或疏水性强的F原子,使分子表现出强的亲油性等。
⑵关注原药中杂质的含量多少和与原药结合的牢固度。当杂质与原药紧密时,原药颗粒的表面特性会发生变化,在砂磨过程中,这些杂质会从原药中脱离,形成游离态的杂质,导致膏化(如甲维盐和氟吗啉悬浮剂的加工)。
⑶对于晶型,是否存在“多晶型现象”,由于晶型不同直接导致原药的理化性质不同,一般需选用熔点高、晶型稳定和活性高的晶态加工。
⑷应注意到分散剂的类型、用量、原药特征官能团、原药晶型状态和大小、原药杂质含量和种类、
杂质分布及排列都会影响到分散剂在颗粒表面的覆盖度、吸附层的厚度和牢度,及在水相中伸展程度(可有效降奥氏熟化程度),应选择合适有效的分散剂,尤其是分子量大的聚合分散剂。
⑸选用合适的增稠剂,增稠剂具有增稠性,但这种功能不是所需的主要目标,而是通过增稠而达到维持SC体系的稳定才是目标。
⑹使用防冻剂的功能是破坏SC体系中水分子间氢键,从而达到降凝固点的作用。选择合适和有效的防冻剂目标是能降原药的溶解度,能降SC体系的黏度,能有效降SC体系的性。对于选择常用多元醇防冻剂,若其对有溶解性,则不能选用,否则得不到稳定的产品。
⑺加工SC中,出现分层、结块、结晶、膏化、常温稠化、热贮固化或凝胶化、热贮后杂凝化、加工中细小泡沫太多,无法消泡等问题,一般都源自于分散剂、增稠剂、增稠剂、消泡剂、及助剂等选择不当,应该针对不同问题重新选择。
5结 语
近年来,悬浮剂发展十分迅速,加工悬浮剂既避免使用任何溶剂,也无粉尘产生;有高的悬浮率、药效和相对的成本,是一种综合性能俱佳的剂型。在悬浮剂开发和加工中,会遇到许多难题,这些问题能否解决,会影响产品的稳定性问题。能否成功解决物理稳定性问题一直是制约开发和生产悬浮剂产品的关键问题。
在加工时充分了解原药分子结构、理化性能、晶型状态、原药杂质含量和种类等情况针对问题选用合适和高质量的分散剂及增稠剂等添加物,同时控制悬浮粒子出现的沉降、聚凝或聚结和晶体长大问题,才能制得性能优良和稳定的悬浮剂。


