
新闻中心
中性墨水用炭黑色浆的制备与研究
作者:admin日期:2020-07-30阅读
国内外为了改善炭黑在水中的分散性,进行的一系列研究,包括分散剂分散、炭黑表面接枝分散、炭黑表面氧化改性,得出炭黑表面接枝分散和炭黑表面氧化改性因从颜料表面对其分散性进行改性能得到稳定性优异的产品,但因其制备工艺复杂,生产成本高,不适合用作中性墨水色浆。而分散剂分散的方法具有生产成本、工艺简单、产量易于控制等优点而得到广泛的应用,
其次从炭黑颜料的理化性能、分散剂结构、研磨分散工艺等几个方面出发,制备得到了粒径分布(D50)为 100~120nm,颜料含量为 30%,粘度为 350mpa.s 的中性墨水用炭黑色浆,其研究主要包括以下几个方面:
1)采用 FW200、Printex U、MA-100 三种不同理化性能的炭黑作为研究对象,通过研究其润湿性能以及对色浆的粘度和粒径分布的影响得出炭黑 MA-100 为适合制备中性墨水用色浆的颜料。
2)从分散剂的结构出发,选择三种具有代表性的分散剂(小分子阴离子型NNO、聚合物非离子型PVP、聚合物阴离子型SMA-NH4),通过测定不同条件下炭黑 MA-100 的ζ电势、沉降速率和流变性能,探究分散剂结构对炭黑分散稳定性的影响,得出在 p H=8 时,SMA-NH4用量为 4%时得到性能优异的色浆。
3)从色浆的研磨方式出发,选择不同的研磨方式(蓝式研磨、高压均质机、棒销式研磨机)及工艺参数,探讨制备中性墨水用炭黑色浆的佳制备工艺,得出以高速分散—高压均质机—棒销式研磨的组合工艺,销式研磨机的工艺参数为锆珠的尺寸为 0.5mm 的钇稳定的氧化锆珠,砂磨机的转速为
1500rpm,填充料为 70%,研磨时间为 1h 时能得到粒径分布(D50)为 100~120nm 的色浆。
后把制备的色浆配制成中性墨水,灌装入笔,将中性笔分别放入常温、高温、温条件下保存 2 个月,并定期对其书写性能进行测试,得出以 SMA-NH4 为分散剂制备的色浆配制的中性墨水,具有优异的理化性能和触变性能,保存 2 个月后,书写性能依然合格。
采用 NANOPHOX 型纳米粒度仪测试样品粒径及分布;以光子交叉相关光谱法为原理,光源为氦氖激光,波长 632.8 nm,激光功率 10mv,检测角度 90°,测试温度 25℃,所需样品体积 4m L。为了提高测试准确性,测量前将样品稀释至散射率高于 0.5。
色浆的制备
(1)颜料预分散
在去离子水中加入一定量分散剂,室温下,用电动搅拌机在一定转速下搅拌使分散剂充分溶解,然后加入消泡剂和防腐剂继续搅拌,混合均匀后加入颜料,继续搅拌,制得预分散液。
(2)色浆的制备
将一定量分散剂(SMA-NH4)充分溶解于去离子水中,搅拌并缓缓加入一定质量的炭黑(其中所加入的分散剂为炭黑加入量的 20%,炭黑占总料浆重量的 30%),然后分别采用蓝式研磨、高压均质机、棒销式研磨机分散一定时间后便制备得水性炭黑色浆。
主要分析测试方法
(1)纳米粒径及粒径分布测试
采用 NANOPHOX 型纳米粒度仪测试样品粒径及分布;以光子交叉相关光谱法为原理,光源为氦氖激光,波长 632.8 nm,激光功率 10mv,检测角度 90°,测试温度 25℃,所需样品体积 4m L。为了提高测试准确性,测量前将样品稀释至散射率高于 0.5。
研磨方式对色浆的粒径分布的影响
使用不同的砂磨机以一定的输出功率对相同进料条件的物料(颜料含量为30%)进行研磨,绘制研磨时间—粒径分布曲线( D50 T 曲线),结果见图
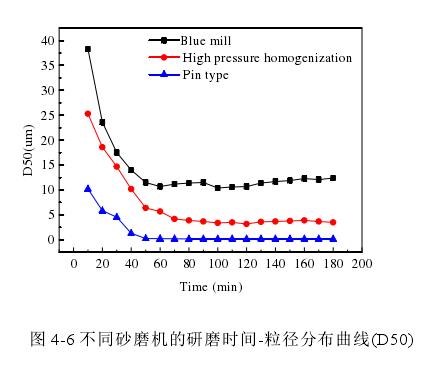
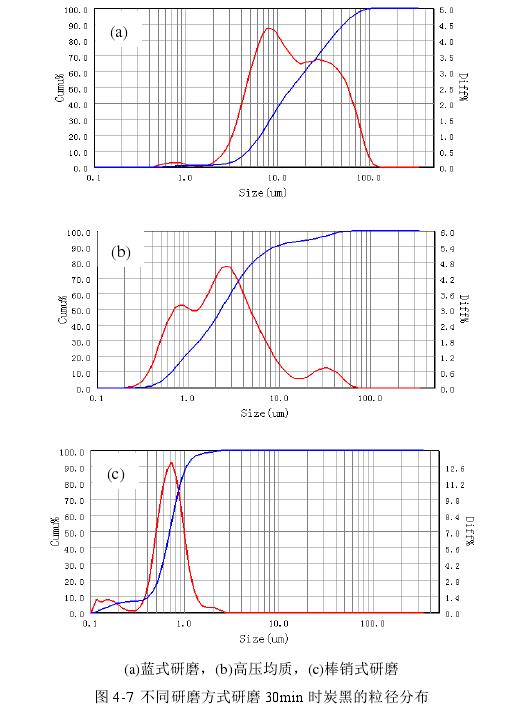
从图 4-6 和图 4-7 可以看出,不同砂磨机的研磨细度限和粒径分布各不相同。棒销式研磨机通过棒销的转动带动研磨腔内研磨介质的高速运动,研磨介质与颜料颗粒相互碰撞、剪切而达到研磨分散的效果,其克服了传统研磨机研磨介质分布不均的缺点,使研磨介质能够得到大的传递,研磨效率高,同时配合高性能的冷却系统和自动控制系统,可实现物料连续加工连续出料,大的提高了生产效率。研磨 10~30min 可使炭黑粒径分布在 5~10um,研磨 60min 可使炭黑粒径至 140nm 左右。高压均质机的高压均质腔内部具有特别设计的几何形状,在增压的作用下,高压溶液快速的通过均质腔,物料会同时受到高速剪切、高频震荡、空穴现象和对流撞击等机械力作用而达到分散效果,该种方法具有研磨效率高,能耗小等优点,80MPa 压力下,通过多次研磨可使粒度下降到 300~500nm 左右。篮式研磨机的机头上固定着一个篮子,篮子中装填研磨介质。工作时,研磨篮浸没在浆料中。研磨篮内的搅拌棒高速运动,产生强大吸力,将浆料吸入装有研磨介质的篮子内进行分散、研磨。并在离心力的作用下将篮内的物料甩出篮子,
形成高效率的研磨。与传统的卧式砂磨机、立式砂磨机相比,篮式研磨机不需要泵和管路系统,研磨篮可以升降,清洗和检修方便,便于换色,残留少,研磨的效率高,细度细。
工艺参数对色浆的粒径分布的影响
锆珠尺寸对色浆粒径影响
研磨珠的大小决定了研磨珠和物料的接触点的多少,粒径小的珠子在相同的容积下接触点越多,理论上研磨效率也越高;另一方面,在研磨初试颗粒比较大的物料时,例如对于 100 微米的浆料,D=0.3mm 的珠子未必胜用,原因是小珠子的冲量达不到充分研磨分散的,此时应采用粒径较大的珠子。
分别采用直径为 0.3mm、0.5mm、1.0mm 的锆珠研究锆珠尺寸对色浆粒径的影响,研磨速率为 1500rpm,填充率 70%,得到的曲线如图 4-7 所示。
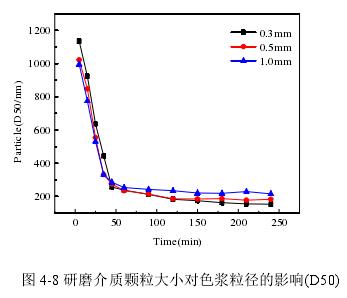
从上述实验结果可以看出,使用 1.0mm 直径的锆珠,可以在较短时间达到墨水,对颜料粒径的要求,终颗粒能达到 200nm 左右;而同样的研磨强度下,用 0.3mm 的锆珠只能使炭黑粒径研磨至 150nm 左右,但其研磨效率明显于其它,在 200min 左右才能达到终粒径值。从上图可以看出,小尺寸的锆珠能明显的使色浆的粒径减小,用 0.3mm 的锆珠 200min 可以将炭黑研磨至 100nm 左右。那是因为砂磨机中的研磨介质参数,如研磨介质的直径、比重、球形度、光洁度等因素对研磨效果有很大的影响,其中尤以研磨介质直径对研磨效果影响大。砂磨机中物料是在研磨介质间的接触中所产生的机械力作用下被粉碎的,而这一机械力在两研磨介质接触后形成一个区域才能产生,因此物料在这一区域的包容下才有可能粉碎。就单位体积而言,小研磨介质比大介质这一区域约 1/R2,即小研磨介质直径是大研磨介质直径的 1/4 时,接触点约 62倍。因此使用较小的研磨介质所获得的物料的粒径也就越小。但是其效率较,能耗较大,而较大尺寸的锆珠研磨出来的色浆又不能达到粒径要求,0.5mm的锆珠在一定程度上解决了上述矛盾,所以 0.5mm 的锆珠为制备中性墨水色浆的佳选择。
研磨速率对色浆粒径影响
分别采用速率为 1000rpm、1500rpm、2000rpm 的锆珠研究锆珠尺寸对色浆粒径的影响,锆珠尺寸为 0.5mm,填充率 70%,得到的曲线如图 4-8 所示。
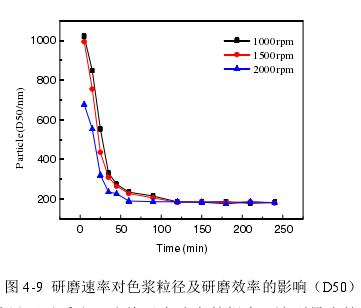
从上述实验结果可以看出,随着研磨速率的提高,达到小粒径的时间依次减小,因为随着转速增加,磨球运动速率,与颜料颗粒碰撞、摩擦和剪切几率,有利于颜料的分散。但过快转速会导致破损的程度,粉碎作用大于分散作用。从降能耗及减少磨损角度考虑,砂磨机的转速为
1500rpm 时较合适。
所以综合上述实验,我们将生产用锆珠的尺寸确定为 0.5mm 的氧化钇稳定的氧化锆珠,砂磨机的转速为 1500rpm,填充料为 70%。
组合研磨工艺的选择
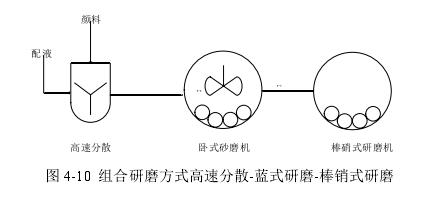
从上面实验可以得出,单一的研磨方式,总是存在一些局限,例如蓝式研磨虽然操作简便,适用于粘度较大的物质研磨,但是其研磨效率和研磨粒径较差,不能满足要求。高压均质虽然研磨效率较高且生产成本,但是其粒径分布较宽,且粒径形状不规则。棒销式研磨虽然能解决以上问题,但是研磨过程中易损耗研磨机的棒销和研磨介质锆珠,导致生产成本过高。为了解决上述问题我们决定采用组合研磨方式,具体方法如下。方法 1:
先将部分配液和颜料配制成有柔软的固定浆料,之后再与剩余配液混合经高速分散成均匀的流体状色浆,先进入卧式砂磨机进行粗步研磨,一般物料可研磨至 10um 以下,之后在进入棒销砂磨机进行精细研磨,该工艺效率较高且粗研磨细度较细,有利于下一步精细研磨。
方法 2:
高压均质机以高压往复泵为动力传递及物料输送,将物料输送至工作阀(一级均质阀及二级乳化阀)部分。要处理物料在通过工作阀的过程中,在高压下产生强烈的剪切、撞击和空穴作用,从而使液态物质或以液体为载体的固体颗粒得到超微细化,其粉碎粒径可以根据均质压力进行调节,压力越高,细化效果越好,且粉碎作用十分强烈,但是由于快速粉碎,而没有经过较长时间的研磨过程,颗粒形状不均匀,棱角较多。所以根据高压均质机的上述特点,我们在设计工艺路线时将其放在高速分散和精细研磨中间,主要是利用其快速粉碎颜料颗粒的作用,提高生产效率。颜料颗粒的形状在精细研磨阶段由于锆珠的摩擦作用慢慢变成较为均匀的球状。
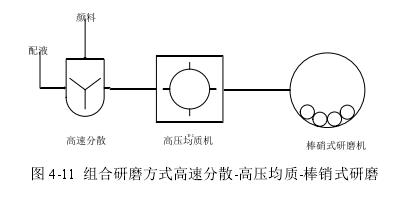
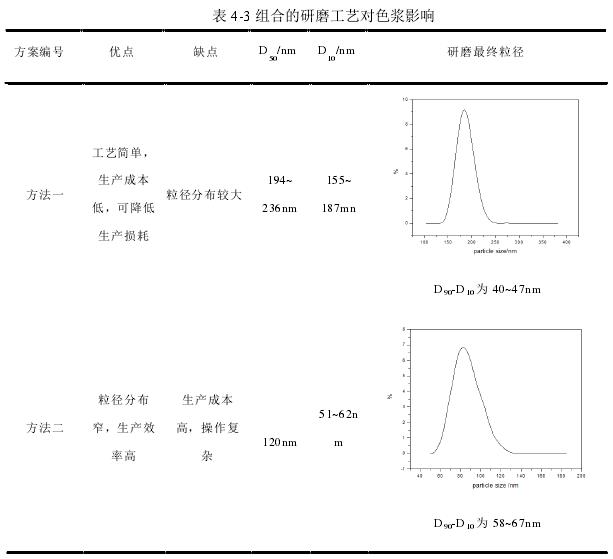
从表 4-3 我们可以看出,组合工艺 2 的选择在很大程度上降了色浆中炭黑颗粒的粒径由原来的 150nm 降至 120nm 左右,那是因为高压均质机,采用高压喷射的方法细化效果越好,且粉碎作用十分强烈,可以使炭黑颗粒达到很小的粒径,但由于其碰撞发生在颜料与颜料或颜料与腔壁间,且而没有经过较长时间的研磨过程,因此会导致颜料颗粒的形状不均匀,棱角较多,粒径分布较宽,而棒销式研磨机是通过锆珠的方式将颜料颗粒打碎,因此颜料颗粒尺寸均匀,且粒径分布较窄,但由于锆珠间存在孔隙,导致研磨的粒径较大,两者组合恰好起到相互补充的作用。
本章同过研究不同研磨方式及工艺参数对色浆粒径分布的影响发现:
1)通过对蓝式研磨、高压均质机、棒销式研磨机三种方式研磨后的粒径的比较发现,棒销式研磨机得得到的粒径小且研磨效率高。
2)棒销式研磨机佳工艺参数为锆珠的尺寸为 0.5mm 的氧化钇稳定的氧化锆珠,砂磨机的转速为 1500rpm,填充料为 70%,研磨时间为 1h。
3)通过高速分散—高压均质机—棒销式研磨的组合工艺能进一步降色浆粒径能得到粒径(D50)为 100~120nm 的色浆,且提高研磨效率。


