
新闻中心
铬绿颜料细化工艺优化
作者:admin日期:2020-09-03阅读
探索湿法卧式砂磨机制备微、纳粉体制备方法及优制备工艺;结合粉碎理论确定需要优化的工艺参数及参数范围,利用正交试验法得到各影响参数对颜料粒径的影响权重。结果显示,转速(6.26)>研磨时间(3.68)>研磨介质填充率(1.232)>研磨介质粒径(0.96),在优化参数转速为3000r/min、研磨时间为240min、研磨介质填充率为85%、研磨介质粒径为0.7mm下,制备出D90为336nm且分布窄的铬绿颜料;在优化参数下,分别研究转速、研磨时间、研磨介质填充率和研磨介质粒径对颜料粒径的影响,其中可控制备所需粒径颜料的工艺是,转速为3000r/rain,研磨介质填充率为85%,研磨介质粒径为0.7mm,通过控制研磨时间制备所需粒径颜料。
氧化铬的可见光反射光谱与绿色植被接近且耐候性良好,被广泛用于伪装涂料。微、纳米的颜料,其涂层的遮盖力、饱和度、附着力、光泽度、柔韧性均良好,其中遮盖力有助于减小涂层的厚度,减少颜料用量,降产品成本。研究人员在精细化工配色过程中,忽略了颜料粒径对其光谱性能的影响,然而当颜料粒径趋于微、纳米时,颜料粒径对光谱的影响较大。根据Mie的散射理论和Kubelka—Munk反射理论,通过减小颜料粒度来提高涂层的红外透明性,为制备可见光和红外兼容伪装提供一种新的方法。
湿法研磨法具有经济、高效等优点,广泛地应用于精细化工行业。方建强等采用湿法研磨法制备超细ZnO,并探索研磨过程的动力学问题。柯善军等探索了研磨参数对制备亚微米陶瓷色料研磨效果的影响的规律。梁立斌j丕专门研究亚微米镨掺杂硅酸锆颗粒在水中的超细研磨和分散行为。目前,大部分研究人员[12-15|采用湿法研磨法制备出微米的颗粒,在纳米方面的研究不多。为此,本文中展开针对微、纳米铬绿制备的研究,分析各个工艺参数对颜料粒径的影响机理,并探索出高效、经济地制备出微、纳米颜料的方法。
1实验
1.1原材料及设备
原材料:铬绿颜料(美国ROCKWOOD)、氧化锆珠,PZC一80)设备:卧式砂磨机、激光粒度仪(英国马尔文仪器有限公司,MS3000)、超声波清洗器(昆山市超声仪器有限公司,KQ2230B)、磁力搅拌机(巩义市科瑞仪器有限公司,DF一101S)、电子精密天平(上海奥豪斯公司,AR2130/c)、x射线衍射仪(德国布鲁克仪器有限公司,D8Advance)、扫描电子显微镜(SEM,日本日立()有限公司,S4800)。
1.2实法
1.2.1实验过程
先将溶剂和分散剂混合均匀,再将颜料加入混合液中形成悬浊液,然后将制成的悬浊液加注到砂磨机中进行研磨。通过控制工艺参数,制备出不同粒径颜料。
1.2.2制备方法
采用砂磨机制备微、纳铬绿粉体,结合正交试法获得优化工艺参数。研磨效果主要取决于研磨介质的应力强度和研磨介质的应力数目[16-261。研磨介质的应力强度为
式中:d。为磨球直径;p。为磨球密度;为研磨盘端转速。研磨介质的应力数目为
式中:为研磨轴转速;为研磨停留时间;d为物料粒径;dG为磨球直径。磨球属性、磨球直径、转速和研磨时间对研磨效果有较大影响,根据正交试验设计出四因素四水平实验L644,总计l6组实验,采用值法判断其影响权重大小,然后根据权重大小关系来调控制备所需粒径的颜料。
1.2.3表征手段
成分分析,使用德国布鲁克公司D8AdvanceX射线衍射(XRD)仪对颜料进行分析。仪器测量精度:角度重现性±0.0001。;测角仪半径~>200mm,测角圆直径可连续改变;小步长为±0.0001度形貌表征,采用日本日立公司Hitachi公司S4800型场发射扫描电镜来观察颜料微观形貌及粒径大小。二次电子分辨率:14nm(1kV,减速模式);lnm(15kV),加速电压:0.5—30kV;放大倍数为20~8~10。铬绿粒径分析,采用英国马尔文公司MS3000激光粒度仪对颜料试样进行粒径及粒径分布分析,测量条件为激光强度为80%,遮光比为10%,进料转速为2000r/min。每个样品取3个样,每个样测试3次,终求取平均值。铬绿粒径及其分布:颗粒粒径累积分布参数D帅表征研磨后分散体系中颗粒粒径的大小,D帅值越小,表示粒径越小;以M值(:(D90一D10)/D50)表征分散体系中颗粒粒径分布的宽窄,值越小,粒径分布越窄。
1-3实验设计
1.3.1各影响因素参数范围确定
根据粉碎理论、文献和厂家建议,研磨介质选用锆珠;磨球直径为0.3、0.5、0.7、0.9mm;研磨介质填充率为70%、80%、85%、90%;转速为2000、2500、2800、3000r/rain。
1.3.2颜料粒径可控制备
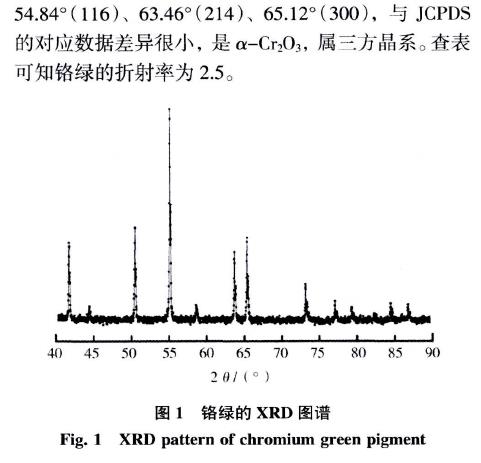
各影响因素对颜料粒径影响权重大小实验设计:根据正交试验设计出四因素四水平实验,总计16组实验。细化工艺正交实验表如表1所示,采用K值法判断其影响权重大小,然后根据权重大小关系来调控制备所需粒径颜料。
2结果与讨论
2.1铬绿颜料初始属性
2.1.1铬绿成分
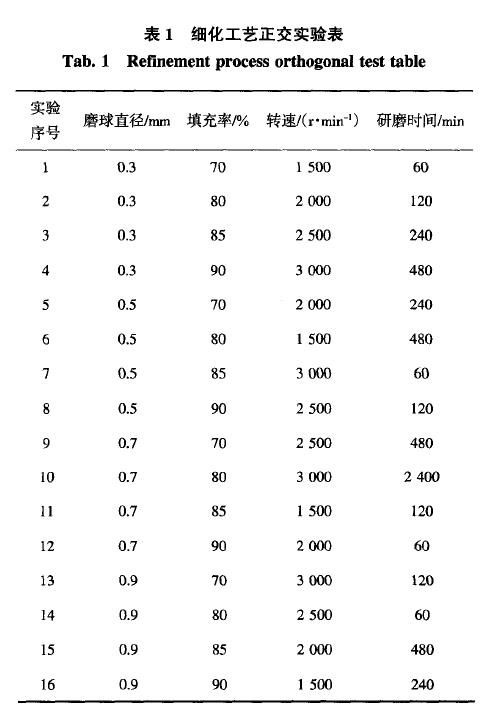
在测试铬绿粒径时,需铬绿折射率参数,折射率与样品成分有关,故需知道颜料的成分。采用x射线衍射法,分析其成分,铬绿的XRD图谱如图1所示,衍射角和晶面指数分别41.48。(113)、50.25。(024)、
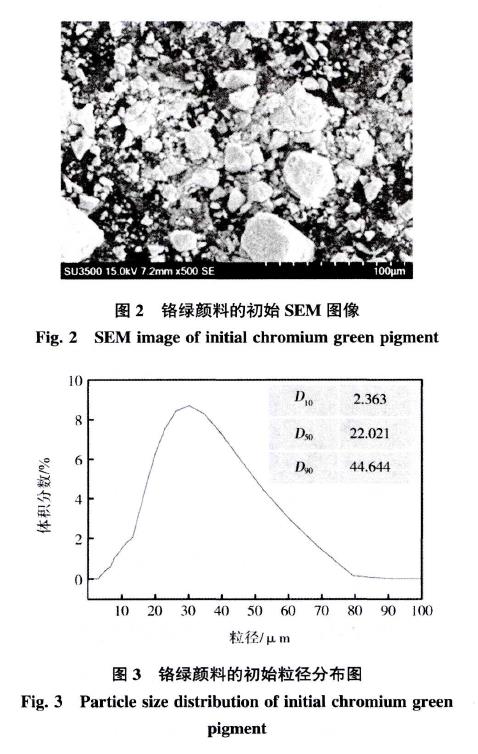
2.1.2铬绿颜料的初始形貌及粒径
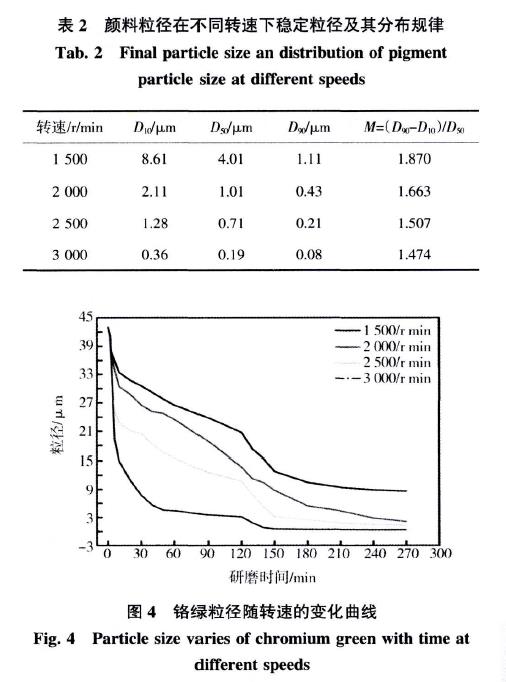
铬绿颜料的初始SEM图像如2所示,铬绿颜料的初始形貌为多种不规则颗粒;初始粒径分布罔如图3所示,初始粒径D90为43.19 μm,D50为22 μm,D10为2 μm。
2.2各影响因素对颜料粒径影响
采用正交试验设计出L的16组实验,通过差分析法分析各影响因素对颜料粒径的影响大小,差大小排序为转速(6.26)>研磨时间(3.68)>研磨介质填充率(1.232)>研磨介质粒径(0.96)。优化后的实验参数为:转速为3000r/min,研磨时问为240min,研磨介质填充率为85%,研磨介质粒
径为0.7mm。
2.3转速对研磨效果的影响
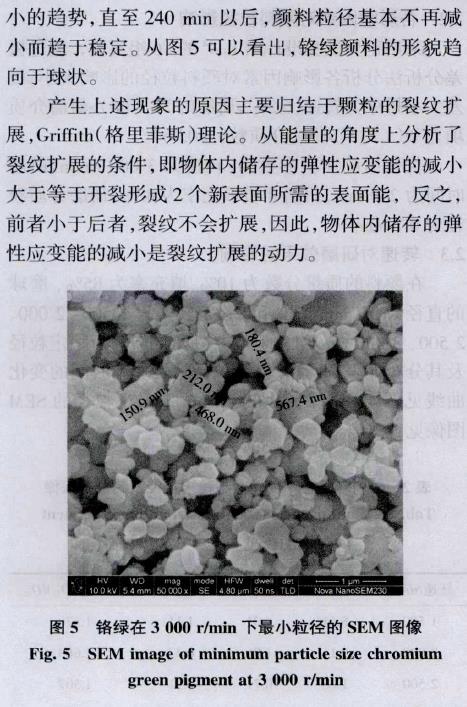
在颜料的质地分数为10%、填充率为85%、磨球的直径为0.7mm情况下,设定转速为1500、2000、2500、3000rhnin。颜料粒径在不同转速下稳定粒径及其分布如表2所示,铬绿粒径随转速和时间的变化曲线见4,铬绿在3000r/rain下小粒径的SEM像见5。
从表2和4可以看:铬绿粒径随着H~1~1增加呈
递减趋势,转速为3000、2500、2000、1500r/rain的稳定粒径D帅分别为0.36、1.28、2.1l、8.61m,其分布值分别为1.474、1.507、1.663、1.870,说明随着转速增加颜料粒径减小越快且分布窄;在前120rain,颜料粒径下降较为明显,转速越大,粒径减小速率越快;在l20~270min时,颜料粒径在不同转速下均有一个减
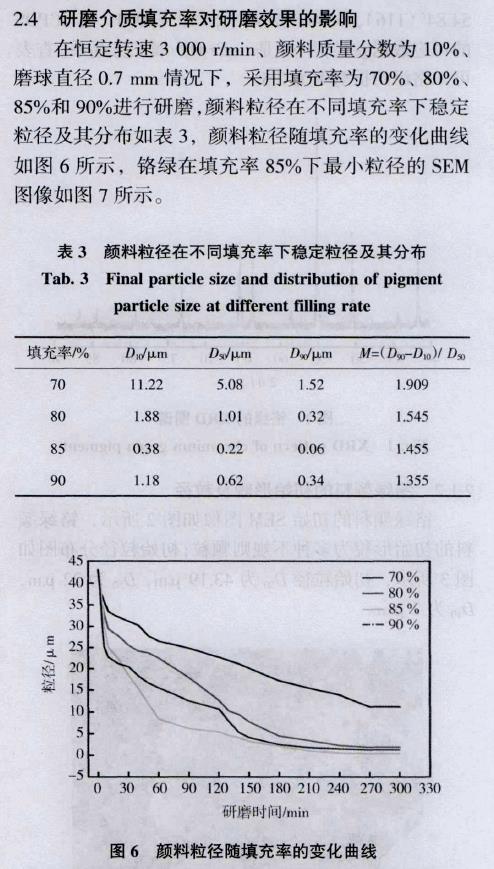
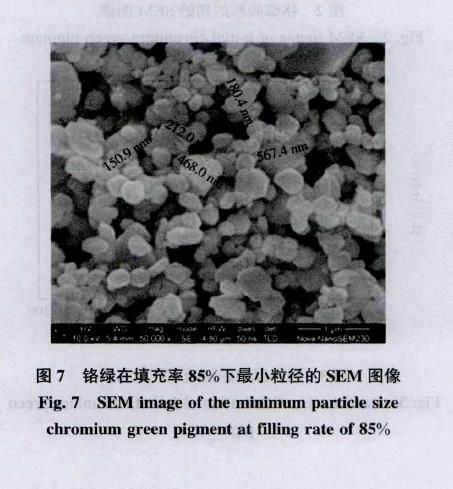
从表3和罔6可以看:铬绿粒径随着时间增加呈递减趋势,填充率为90%、85%、80%和70%时,稳定粒径D,分别为1.18、0.38、1.88、11.22m,其分布值分别为1.355、1.455、1.545、1.909,颜料粒径随着填充牢增加而减小越快且分布窄,填充率为85%时的稳定粒径小;在前30rain,颜料粒径减小明显,降速率由大到小为90%、85%、8O%、70%;在30~180rain时,填充率为85%,颜料粒径减小更快,其次为90%、80%和70%;在180~300min时,颜料粒径在不同填充率下均有减小的趋势,直至270rain以后,颜料粒径基本不再减小趋于稳定。从图6可以看出,铬绿颜料形貌趋向于球状。
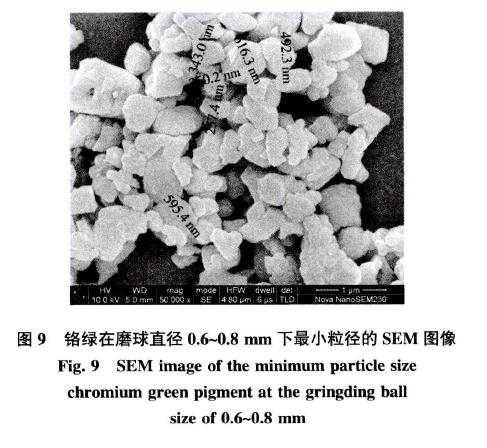
2.5研磨介质大小对研磨效果的影响在恒定转速3000r/rain、颜料质量分数为10%、充填率为85%,磨球直径为0.8>~1.0、0.6>~0.8、0.4>~0.6、0.2>~0.4nlNl情况下研磨,铬绿在不同磨球直径下稳定粒径及其分布如表4,颜料粒径随磨球直径的变化曲线如图8所示,铬绿在磨球直径0.6~0.8mm下小粒径的SEM图像如图9所示。
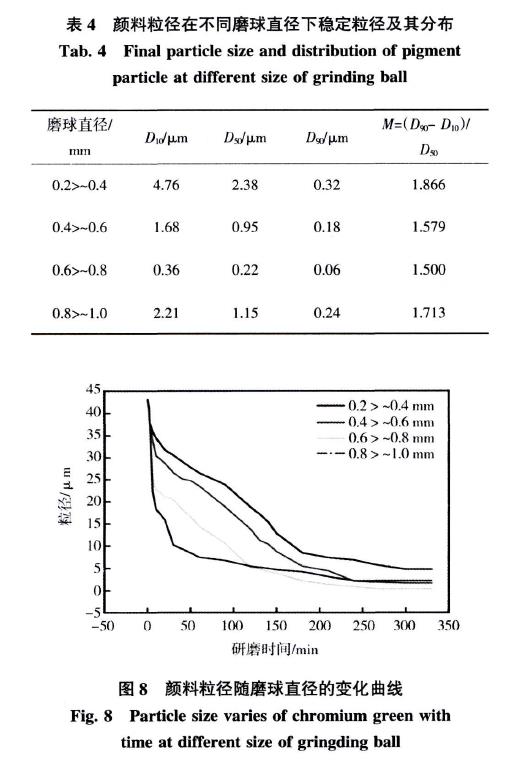
由表4和罔8可以看出,铬绿粒径随着时间增加呈递减趋势,磨球直径为0.8>~1.0、0.6>~0.8、0.4>~0.6、0.2>一0.4mill研磨铬绿颜料的稳定粒径D90分别为2.2l、0.36、1.68、4.76m,其分布值分别为1.7l3、1.500、1.579和1.866,磨球直径为0.6~0.8mm时,颜料粒径小且分布窄。在前120rain.0.8~1.0mm的磨球对颜料粒径减小作用较为明显,减小速率由大到小为0.8>~1.0、0.6>~0.8、0.4>一0.6、0.2>~0.4nlln;在120~240min时,0.8~1.0rnm的磨球对颜料粒径减小更快,其次为0.8>~1.0、0.4>~0.6、0.2>~0.4mm;在240~300rain时,0.8>~1.0mill的磨球对颜料粒径减小更快,其次为0.4>~0.6、0.8>~1.0、0.2>~0.41131-11。
产生这样趋势的原因如下:磨球直径不同,所带不同,磨球越大,携带的更大,所以在前120rain大的磨球对粒径减小作用更明显;但大的磨球填充问隙就大,当颜料粒径小到填充间隙时,那么磨球就起不到研磨的作用,故在120~300rain时,大的磨球对颜料粒径的减小作用减弱,甚至到240~300min时,大的磨球已经没有研磨效果了。相反,也可以推论小磨球对颜料粒径的影响研磨介质粒径的大小与原料大粒径有关,原料粒径越大,原料本身的强度越大,要求研磨介质粒径大,以使研磨介质有足够的分散能力,但研磨介质粒径越大,终获得的产品粒径就越大。为了获得粒径细的产品,就必须选择粒径较小的研磨介质,研磨介质的粒径越小,相同体积内的数量就越多,研磨介质总表面积也越大,研磨介质之间的空隙就越小,因而具有越大的分散研磨作用面积,并限制了物料的聚集,从而提高分散研磨效率。
产生这样趋势的原因如下:磨球直径不同,所带不同,磨球越大,携带的更大,所以在前120rain大的磨球对粒径减小作用更明显;但大的磨球填充问隙就大,当颜料粒径小到填充间隙时,那么磨球就起不到研磨的作用,故在120~300rain时,大的磨球对颜料粒径的减小作用减弱,甚至到240~300min时,大的磨球已经没有研磨效果了。相反,也可以推论小磨球对颜料粒径的影响研磨介质粒径的大小与原料大粒径有关,原料粒径越大,原料本身的强度越大,要求研磨介质粒径大,以使研磨介质有足够的分散能力,但研磨介质粒径越大,终获得的产品粒径就越大。为了获得粒径细的产品,就必须选择粒径较小的研磨介质,研磨介质的粒径越小,相同体积内的数量就越多,研磨介质总表面积也越大,研磨介质之间的空隙就越小,因而具有越大的分散研磨作用面积,并限制了物料的聚集,从而提高分散研磨效率。
2.6研磨时间对研磨效果的影响
在不同条件下。颜料粒径都会随着时间增加而减小,只是随着时间减小的速率略有不同。颜料粒径在前30min减小较快,然后减小速率减缓,在300rain后颜料粒径均没有太大变化,粒径趋于稳定。同时,随着时问的增加,颜料粒径分布变窄。
2.7铬绿颜料粒径的可控制备
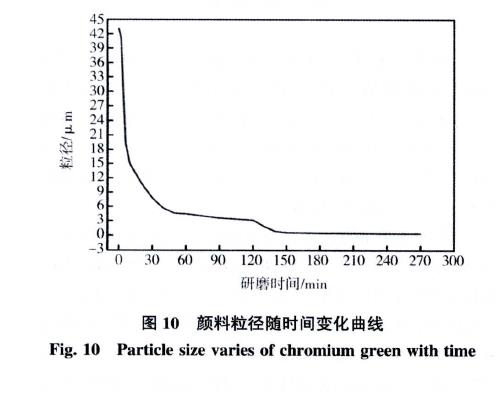
根据各影响因素权重的大小关系及各因素对粒径的影响规律来调控制备所需的粒径颜料,以转速为3000r/min、填充率为85%和磨球直径为0.7lnnl,通过控制研磨时问更快、有效地调控颜料粒径变化,颜料粒径间变化曲线如冈10所示,通过控制研磨时间参数制备所需粒径的颜料,颜料粒径随研磨时间的变化规律如表5所示。
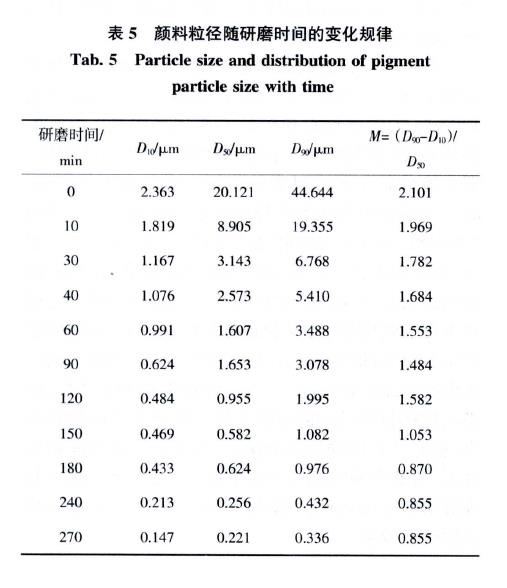
随着研磨时问的增加,颜料粒径D10、D50、D90均减小,且分布值也逐渐减小,说明颜料粒径不断减小且分布越来越窄。研磨至270rain后,颜料粒径不再减小趋于稳定,稳定粒径参数D10、D50、D90分别为0.147μm、0.22lμm、0.336 μm及M值为0.855。
随着研磨时间的增加,颜料粒径逐渐减小且分布逐渐变窄,变化规律如图l0所示,在前30min,颜料粒径减小快,D90由44.644 μm减小到6.768 μm,但粒径分布较宽,在30rain时的M值为1.782μm;在30~l20min,颜料粒径下降速率减小,在120rain时的粒径D90=1.995 μm,M值为1.582;在120~150min,颜料粒径较快减小,在l50rain时的粒径D90=1.082 μm其分布值减小至为1.053μm,说明其粒径分布变窄;在研磨时间为270min时.制备的颜料D90=0.336 μm、D50=0.221Iμm、D10=0.147 μm,分布值M为0.855。
3结论
湿法卧式砂磨机制备微、纳粉体优制备工艺:转速为3000r/min,研磨时问为240min,研磨介质填充率为85%,研磨介质粒径为0.7mm下,制备出D90=336nm且分布窄的铬绿颜料;颜料粒径可控制备所需粒径颜料的方法是:转速为3000r/min,研磨介质填充率为85%,研磨介质粒径为0.7mm,通过控制研磨时间制备所需的粒径颜料。


