新闻中心
用锆珠研磨介质对陶瓷墨水性能的影响
作者:admin日期:2020-10-10阅读
研磨介质氧化锆珠的直径越小,在相同填充率的情况下,研磨介质的颗粒数目越多、总的比表面积也越大,在相同的研磨时间内可以获得更高的研磨效率。而研磨介质的大小对研磨不同粒径大小的粉料有一定的匹配关系,若研磨介质的粒径太小,其对偏大颗粒的研磨效率会很。
本实验采用钇稳定氧化锆珠为研磨介质。并对相同不同颗粒直径的锆珠和相同颗粒直径不同质量的锆珠进行了研究对比。
不同直径研磨介质对陶瓷墨水性能的影响
在相同的超分散剂、溶剂、固含量体系情况下,对同一厂家生产的直径为0.3mm 和 0.8mm 的锆珠进行研磨对比实验,对其研磨的能耗、粒径分布等进行研究分析。
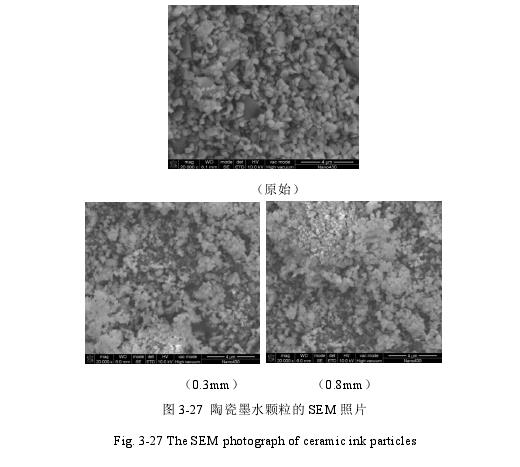
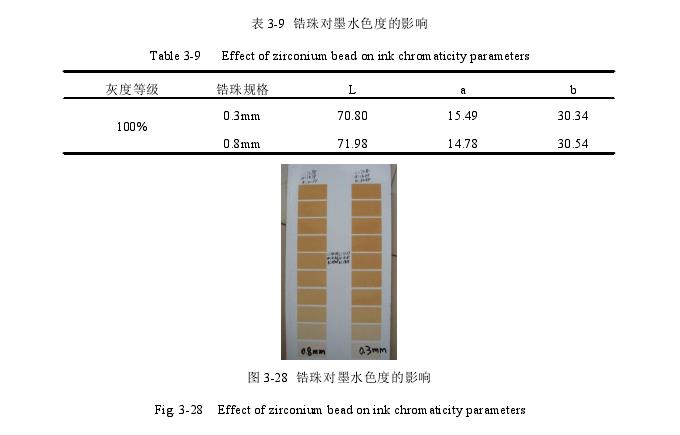
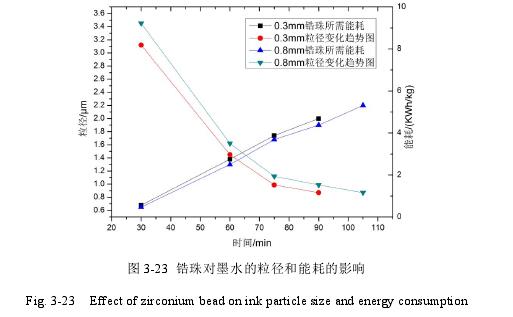
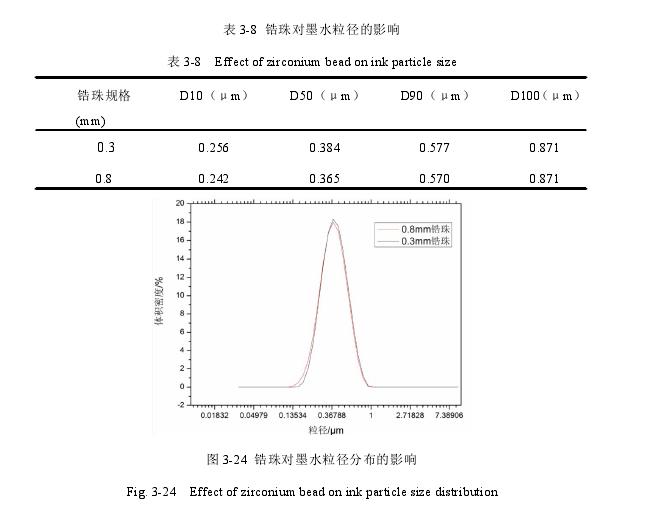
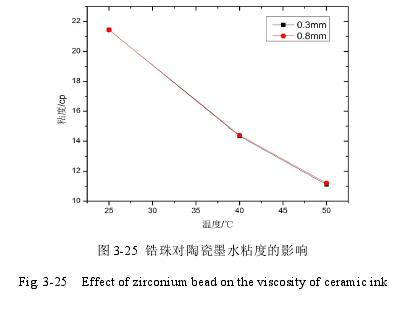
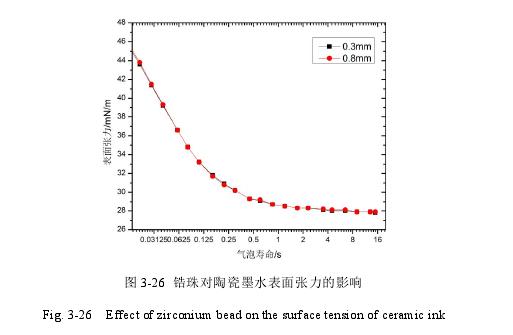
采用耐驰 Labstar 型砂磨机进行研磨实验,所用色料为经过气流磨处理后的统一标准原料,实验标准为 2Kg。对墨水颗粒进行跟踪粒径检测,以防粒径过磨影响比色,以 D100=0.871μm 为终点完成研磨。图 3-23 为采用 0.3mm 锆珠和 0.8mm 锆珠进行研磨,陶瓷墨水的粒径和能耗变化对比图。表 3-8 为 0.3mm 和 0.8mm 锆珠研磨后的墨水粒径数据对比表。图3-24 为两组实验的墨水粒径分布对比图。图 3-25 为 0.3mm 和 0.8mm 锆珠研磨后的墨水粘度变化对比图。图 3-26 为 0.3mm 和 0.8mm 锆珠研磨后的墨水表面张力变化对比图。图 3-27 为制备棕色陶瓷墨水用色料的原始粉料 SEM 照片和采用0.3mm 和 0.8mm 锆珠研磨到 D100=0.871μm 后的墨水颗粒 SEM 照片。表 3-9和图 3-28 分别为两组实验的色度值对比表和比色板。由图 3-23 可知在相同的研磨时间里,采用 0.3mm 锆珠作为研磨介质其所消耗的大于采用 0.8mm 锆珠作为研磨介质所消耗的,且采用 0.3mm 锆珠的墨水颗粒的粒径要小于采用 0.8mm 锆珠的墨水颗粒粒径。特别是在墨水颗粒粒径 D100<1μm 以后,采用 0.8mm 锆珠的研磨效率比采用 0.3mm 锆珠的研磨效率要差很多。采用 0.3mm 锆珠作为研磨介质将粒径磨到 D100=0.871μm 只需要 90min 就能完成,能耗为 2k W·h/kg 而采用 0.8mm 锆珠作为研磨介质将粒径磨到 D100=0.871μm 需要 105min 完成,能耗为 2.2k W·h/kg。同时,对其磨后粒径曲线对比,如表 3-8 和图 3-24 所示,采用 0.3mm 锆珠和 0.8mm 锆珠在粒径
D100=0.871μm 时,粒径分布相差不大,说明当原材料的粒径 D100<10μm 后,采用 0.3mm 的锆珠作为研磨介质其研磨效率会更高。
由图 3-25 和图 3-26 可知,在相同的体系,研磨到 D100=0.871μm 的前提条件下,采用 0.3mm 的锆珠和采用 0.8mm 的锆珠制备的陶瓷墨水其粘度和表面张力值基本相同。
由图 3-25 和图 3-26 可知,在相同的体系,研磨到 D100=0.871μm 的前提条件下,采用 0.3mm 的锆珠和采用 0.8mm 的锆珠制备的陶瓷墨水其粘度和表面张力值基本相同。
由图 3-27,采用 0.3mm 和 0.8mm 的锆珠制备的陶瓷墨水在 D100=0.871μm的要求下,从 SEM 照片中可以看出采用相同的原料,终研磨的颗粒形状和粒径分布情况区别不大。结合表 3-9 的色度值数据对比和图 3-28 的比色板可知,终两者的呈色效果相差不大。